


Qu'est-ce que le moulage par injection multi-empreintes ?
——
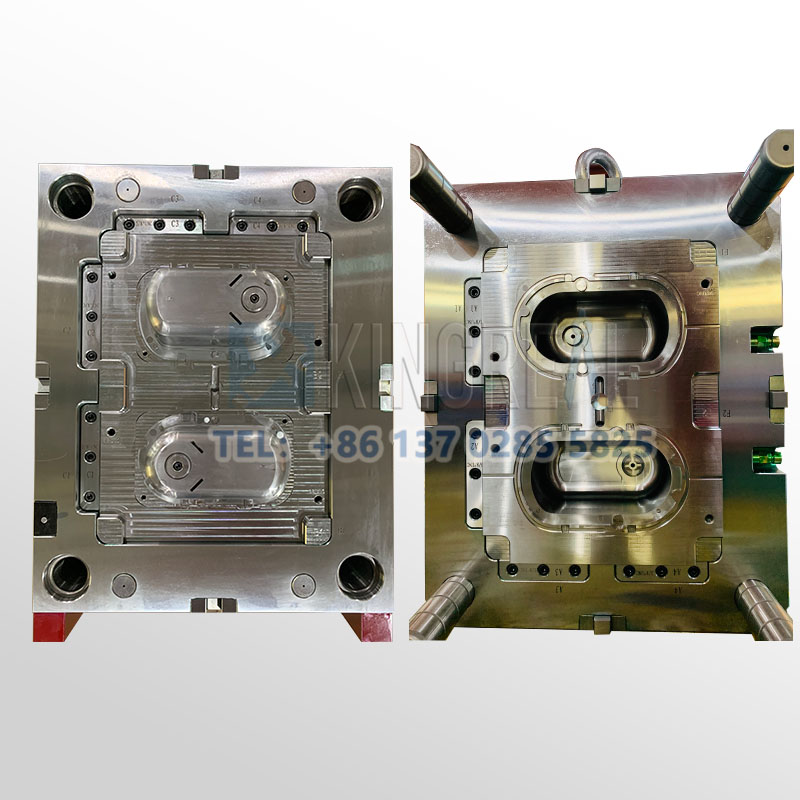
Le moulage par injection multi-empreintes utilise un moule multi-empreintes intégrant plusieurs empreintes identiques dans un même moule. Chaque empreinte reproduit la géométrie et la structure du produit. Le procédé consiste généralement à injecter du plastique fondu sous haute pression dans le collecteur principal afin de remplir uniformément toutes les empreintes et de produire simultanément plusieurs pièces identiques au cours d'un même cycle de moulage par injection. Les moules multi-empreintes personnalisés permettent de répondre aux besoins de production en grande série de pièces et composants plastiques variés, améliorant ainsi l'efficacité et le rendement.
En tant que fabricant professionnel de moules d'injection, KRMOLD s'engage à fournir à ses clients des solutions complètes de conception et de production de moules d'injection, et à concevoir des moules d'injection adaptés à leurs besoins réels. Dans les secteurs de l'automobile, du médical, de l'électronique grand public et de l'électroménager, où la demande de petites pièces est en hausse, KRMOLD conçoit des moules d'injection multi-empreintes pour répondre à la demande de moulage par injection à grande échelle et permettre la production de pièces en série.

Qu'est-ce que le processus de moulage par injection multi-empreintes ?
——
1. Préparation du matériel
En fonction des matières premières des pièces à mouler par injection, des matières premières plastiques appropriées (telles que PP, ABS, PC, PA, etc.) sont sélectionnées et séchées pour éliminer l'humidité et éviter les défauts de moulage.
2. Fusion du plastique
La vis de la machine de moulage par injection chauffe le plastique pour le faire fondre à la température définie, et le plastique fondu est mélangé uniformément dans la vis, et la viscosité appropriée est maintenue pour assurer la fluidité.
3. Injection et remplissage
Injection de plastique fondu dans les canaux et les cavités d'un moule d'injection multi-empreintes. Veiller à une répartition uniforme des canaux afin que le plastique remplisse toutes les cavités simultanément et évite ainsi tout déséquilibre de poids ou défaut du produit.
4. Emballage et refroidissement
Une fois le moulage par injection terminé, une pression est appliquée après le remplissage afin d'empêcher le rétrécissement du plastique et d'augmenter la densité du produit. Le plastique est polymérisé dans le moule d'injection multi-empreintes, et des circuits d'eau de refroidissement assurent une température uniforme du moule et réduisent le gauchissement et la déformation.
5. Ouverture et éjection du moule
Le moule d'injection multi-empreintes s'ouvre et le produit est libéré. Le produit est éjecté du moule par le système d'éjection. Les moules multi-empreintes doivent garantir un démoulage fluide et simultané de tous les produits afin d'éviter tout collage ou déformation.



Quel est l’avantage du moulage par injection multi-empreintes ?
——

Les moules d'injection multi-empreintes permettent de réaliser un seul moulage et de produire plusieurs pièces, par exemple une sur 60 ou même une sur 128, ce qui est idéal pour les pièces automobiles, les boîtiers électroniques et autres applications à forte demande. L'utilisation de moules d'injection multi-empreintes permet de réduire la consommation d'énergie des équipements et les coûts de main-d'œuvre, ce qui représente une économie significative.

La conception homogène du moule d'injection multi-empreintes garantit des tolérances dimensionnelles et des propriétés mécaniques stables, réduisant ainsi les écarts de lots. Elle améliore le taux d'utilisation des matériaux et réduit les déchets.

En remplaçant le moule d'injection ou en ajustant les paramètres, il peut être adapté à différents matériaux et structures complexes, et peut être utilisé en conjonction avec le moulage par injection d'insert.
Application pour le moulage par injection multi-empreintes
——
| Industries Produit | Exigences techniques |
Moules d'injection pour pare-chocs, tableaux de bord et connecteurs. Haute résistance mécanique, résistance aux températures élevées et production en grande série. | |
| Électronique grand public | Moules d'injection pour boîtiers de téléphones portables, claviers et chargeurs. Excellente finition de surface et précision dimensionnelle. |
| Dispositifs médicaux | Moules d'injection pour seringues, tubes de perfusion et boîtiers d'instruments chirurgicaux. Biocompatibilité et moulage aseptique. |
| Industrie de l'emballage | Moules d'injection pour capsules de bouteilles et contenants alimentaires. Allègement et cycles de prototypage rapides. |
Àcomment résoudre le déséquilibre de flux de fusion dans les moules multi-empreintes ?
——
Dans le procédé de moulage par injection, de nombreuses causes peuvent entraîner un déséquilibre de l'écoulement de la matière fondue. Parmi elles, les variations de température sont particulièrement difficiles à détecter et à éviter, ce qui engendre de graves inconvénients pour la production de moulage par injection. Alors, comment y remédier ?
Dans le moulage multi-empreintes, il est très difficile d'obtenir un écoulement uniforme et équilibré de la matière fondue dans chaque cavité. Divers facteurs, tels que des tailles d'injection différentes ou des schémas de cisaillement irréguliers dans le système de canaux, peuvent entraîner un écoulement déséquilibré. Dans les systèmes à canaux chauds, les déséquilibres d'écoulement causés par les variations de température au niveau de l'injection sont particulièrement problématiques et difficiles à diagnostiquer. Les variations de température dans le canal chaud entraînent non seulement un sous-moulage ou un bridage des cavités au cours d'un même cycle d'injection, mais aussi des conditions différentes dans une même cavité au cours des différents cycles d'injection.
L'installation de capteurs de pression dans chaque cavité est une solution judicieuse, qui contribuera à améliorer la précision du procédé. L'analyse des données de pression obtenues permet d'évaluer l'efficacité de la solution choisie et de fournir un retour d'information du système en boucle fermée à l'injecteur.
À ce stade, lorsque la pression dans la cavité du moule atteint une valeur prédéfinie, l'injecteur entre en phase d'injection. Grâce à l'installation de capteurs de pression, l'utilisateur peut visualiser clairement les différents pics de pression entre les cavités, et même identifier celle qui se remplit en premier et atteint le pic de pression le plus élevé à chaque injection.
Du point de vue de la conception du moule d'injection, KRMOLD utilise des outils de simulation CAE pour optimiser la conception du canal, prédire le comportement de l'écoulement de la matière fondue, ajuster la taille des collecteurs ou ajouter des zones de débordement et équilibrer la différence de chaleur de cisaillement, afin de résoudre le problème d'équilibre de l'écoulement du point de vue de la conception du moule.

À propos de KRMOLD
——

KRMOLD se concentre sur le domaine de la conception et de la production de moules de précision, avec une équipe de fabrication de plus de 200 techniciens professionnels, une équipe de R&D technique de plus de 30 ingénieurs et une équipe de service à cycle complet couvrant la consultation avant-vente à la maintenance après-vente, fournissant des services de processus complets allant de la conception de moules, du traitement de précision au moulage par injection.
KRMOLD Mold est équipé d'équipements internationaux de première classe tels que des centres d'usinage CNC, une machine à étincelles de précision japonaise Makino, une machine de découpe de fil japonaise Shadick, une machine de moulage par injection japonaise Toshiba et d'autres marques nationales et internationales célèbres d'équipements de production, pour atteindre une précision de traitement de ± 0,002 mm, pour répondre aux besoins d'une variété de moules d'injection plastique de haute précision.
Précisez le type de plastique (par exemple, PP, ABS) et les exigences de post-traitement (par exemple, pulvérisation, sérigraphie), et fournissez des plans 2D ou 3D des pièces en plastique. Indiquez également le volume de production, les exigences d'aspect, les normes de tolérance, etc.
En règle générale, nos ingénieurs commencent à préparer le devis dès que le client a fourni l'ensemble des spécifications de production. Cela prend généralement entre 1 et 3 jours.
Le délai de fabrication des moules d'injection standard est généralement de 30 à 60 jours, et peut être plus long pour les moules complexes. Par exemple, le délai de fabrication typique des moules en silicone liquide est d'environ 60 jours, couvrant la conception, la fabrication, les tests, etc.
Technologie de traitement de haute précision : des équipements de haute précision tels que les centres d'usinage CNC (CNC) et l'usinage par décharge électrique (EDM) sont utilisés pour optimiser le processus de conception en combinaison avec un logiciel de CAO/FAO. Contrôle qualité : Inspection des dimensions clés du moule par machine à mesurer tridimensionnelle (MMT) et vérification de plusieurs lots d'échantillons pendant l'étape de moulage d'essai. Sélection des matériaux : utilisez de l'acier à matrice avec une résistance élevée à l'usure (par exemple H13, S136) et un traitement de surface (par exemple nitruration, chromage) pour les écrous de matrice afin de prolonger la durée de vie.
Tous les 50 000 moules, vérifiez le pilier de guidage, la goupille d'éjection et les autres pièces d'usure, et nettoyez les résidus de plastique et de rouille à la surface du moule. Utilisez de la graisse haute température pour les pièces coulissantes (par exemple, couvercle basculant, glissière) afin de réduire les pertes par frottement. Assurez-vous que le circuit d'eau est fluide et que la différence de température est ≤ 5 °C afin d'éviter toute fissuration du moule due aux contraintes thermiques.
Le coût des matériaux de moulage représentait environ 30 à 40 % (par exemple, une tonne d'acier P20 coûte environ 20 000 yuans), tandis que les coûts de traitement représentaient plus de 50 % (taux horaire de la main-d'œuvre CNC d'environ 80 à 150 yuans/heure). Pour la production en petites séries, il est possible d'opter pour un moule en aluminium ou de simplifier la conception structurelle ; pour plus de 100 000 pièces, il est recommandé d'utiliser des plaquettes carbure pour prolonger la durée de vie !
Les produits moulés par injection doivent répondre pleinement aux exigences de conception (dimensions, aspect, etc.) et permettre une production continue et stable. Le marquage du moule, les rapports d'inspection (test de dureté du matériau, par exemple) et les plans techniques doivent être complets.
L'acier du moule (tel que le S136H, le NAK80 et d'autres matériaux importés coûtent plus cher) et le type d'embryon de moule (le coût à court terme du moule en aluminium est faible mais la durée de vie est courte) affectent directement le coût, l'utilisation de la technologie de conception CAO/CAE/FAO, le système de canaux chauds, etc. augmentera l'investissement initial, mais peut améliorer les avantages à long terme (tels que la réduction des carottes, l'augmentation de la capacité de production).


