Qu'est-ce que le moulage par injection de PC ?
——
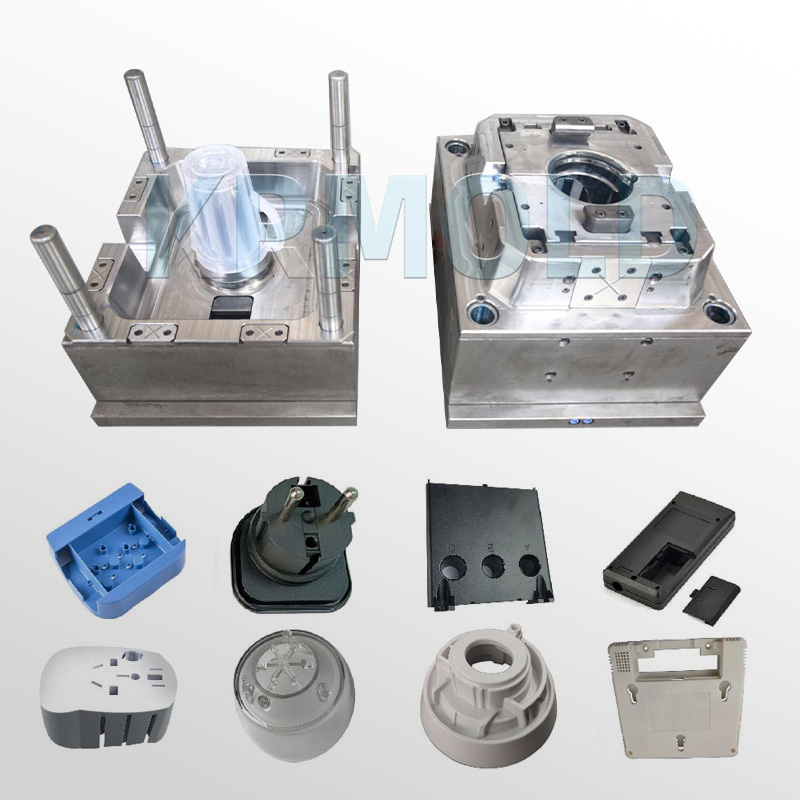
Le moulage par injection de PC désigne le moulage par injection de polycarbonate. Le PC est l'un des matériaux plastiques utilisés dans les moules d'injection. Il est largement utilisé dans l'industrie automobile, l'industrie médicale, l'électroménager, l'emballage et d'autres secteurs pour sa résistance élevée, sa rigidité, sa résistance aux chocs et sa résistance à la chaleur.
Le polycarbonate est disponible en plusieurs types et qualités. Les qualités courantes incluent le polycarbonate médical, le polycarbonate alimentaire et le polycarbonate de qualité générale. L'un des principaux avantages des moules en polycarbonate de qualité optique réside dans ses excellentes propriétés optiques, qui laissent passer la majeure partie de la lumière. Même coloré, ce plastique amorphe conserve sa durabilité et sa résistance. Le polycarbonate est parfois utilisé à la place d'autres matériaux, car le polycarbonate conserve ses propriétés physiques sur une plage de températures plus large.

Avantages des moules de boîtier PC résistants aux chocs
——
1 Cycle rapide
Le moulage par injection de PC est beaucoup plus rapide que d'autres méthodes de traitement, telles que le formage sous vide et l'usinage. Grâce à des cycles de production plus rapides, les moules pour boîtiers de PC résistants aux chocs peuvent produire davantage de pièces dans le même laps de temps. Cela permet non seulement de réduire le coût de chaque pièce, mais aussi d'améliorer l'efficacité globale de la production, permettant aux entreprises de répondre plus rapidement à la demande du marché.
2. Éviter les défauts de surface
La douceur de surface des matériaux en polycarbonate est essentielle pour certaines applications exigeant une grande transparence, comme les phares automobiles. Lors du moulage par injection de PC, la qualité de surface de la pièce est directement influencée par la douceur des moules d'injection de verre pare-balles. Si les moules en plastique haute performance sont finement polis pour obtenir un effet miroir, cette douceur sera également transférée à la pièce moulée. Cela permet de réduire efficacement les défauts de surface et d'obtenir un produit final plus parfait.
③ Peut s'adapter à une variété de tailles de pièces
L'un des principaux avantages de la technologie de moulage par injection de PC réside dans la possibilité de produire des pièces de différentes tailles. Les moules transparents en PC peuvent être conçus sur mesure pour presque toutes les tailles, permettant ainsi de personnaliser des pièces de différentes tailles pour répondre aux besoins de différents secteurs. Cette flexibilité optimise l'efficacité du processus de fabrication et permet de s'adapter rapidement aux évolutions du marché.
④ Obtenir une excellente répétabilité pièce à pièce
Le moulage par injection de PC utilise des moules de boîtier en PC résistants aux chocs, usinés avec précision, garantissant une grande régularité de taille et de qualité des pièces produites. Bien que de légères variations de taille puissent survenir, elles restent généralement dans des limites acceptables. Le contrôle statistique des procédés permet d'éviter efficacement l'amplification de ces variations par l'usure des machines, l'instabilité du procédé ou les différences de matériaux. Cette répétabilité est particulièrement importante pour les pièces exigeant une haute précision, comme les lentilles.
⑤ Produire des produits avec des conceptions et des formes différentes
Sous réserve du respect des principes de conception appropriés (appelés DFM, Design for Manufacturing), les moules d'injection de verre pare-balles permettent de produire des pièces de styles et de formes variés. Cela inclut l'utilisation de technologies telles que le surmoulage et le moulage par insertion pour fabriquer des pièces composées de plusieurs matériaux. Cette diversité permet aux concepteurs de concevoir des produits plus complexes et innovants, répondant aux besoins de différents utilisateurs.



Applications des moules PC de qualité optique
——
La demande pour le moulage par injection de PC est très forte, et les produits issus de ce procédé sont largement utilisés dans divers secteurs. Voici quelques exemples d'applications clés répertoriés par KRMOLD :


Industrie médicale
(1) Seringues : Le polycarbonate présente une excellente résistance à la corrosion et à la chaleur et peut supporter la stérilisation par radiation, à l'oxyde d'éthylène ou à l'autoclave à vapeur. Ces propriétés en font un matériau idéal pour les dispositifs médicaux nécessitant une stérilisation à haute température.
Procédé de moulage par injection plastique en option :
1Moulage par injection multi-empreintes
Le moulage par injection multi-empreintes permet de produire simultanément plusieurs seringues médicales au cours d'un même cycle de moulage, ce qui est très efficace. Grâce à ce procédé, les fabricants peuvent améliorer considérablement leur efficacité de production et réduire le coût de chaque seringue. Ce procédé est particulièrement adapté à la production à grande échelle, garantissant une qualité et des performances constantes pour chaque seringue, répondant ainsi aux normes élevées du secteur médical.



Le micromoulage est un procédé de moulage par injection permettant de produire des pièces petites et précises, adaptées à la fabrication de petits composants de seringues. Ce procédé permet d'obtenir une précision dimensionnelle et un état de surface extrêmement élevés, garantissant l'homogénéité des différentes pièces de la seringue, tant sur le plan fonctionnel qu'esthétique.
Le micro-moulage est particulièrement adapté à la production de composants tels que des aiguilles et des pistons de petites seringues, qui peuvent répondre aux normes élevées et aux exigences de haute précision de l'industrie médicale, tout en améliorant l'efficacité de la production et en réduisant les coûts de production.



(2) Lunettes et verres : Le polycarbonate est souvent utilisé dans les verres de lunettes en raison de sa bonne clarté optique et de sa résistance aux UV. Après ajout de stabilisateurs UV, les verres en polycarbonate résistent efficacement aux rayons UV nocifs et protègent la santé oculaire.
Procédé de moulage par injection plastique en option :
Le surmoulage est un procédé de moulage par injection qui combine deux matériaux différents. Dans la production de lunettes et de verres, le surmoulage permet d'ajouter une couche de matériau souple, comme du caoutchouc thermoplastique (TPR), aux verres en polycarbonate afin d'améliorer le confort et l'adhérence. Ce procédé permet aux fabricants d'associer plusieurs matériaux au cours d'une même production, améliorant ainsi la fonctionnalité et l'esthétique des lunettes.
Grâce au surmoulage, les fabricants peuvent former un revêtement souple sur le bord ou la monture du verre afin d'améliorer le confort de port tout en augmentant la durabilité et la résistance aux chocs de la monture. Ce procédé est particulièrement adapté à la production de lunettes de sport et de lunettes pour enfants.



Le moulage par injection double permet d'utiliser deux matériaux polymères différents dans un même moule d'injection double injection. Ce procédé est particulièrement adapté à la production de lunettes et de verres, permettant d'obtenir une combinaison parfaite de différents matériaux. Par exemple, le polycarbonate peut être utilisé comme matériau principal pour les verres, tandis qu'un autre matériau souple peut être injecté dans la monture pour un meilleur confort et une meilleure adhérence.
L'avantage du moulage par double injection est qu'il permet de réaliser des designs complexes en une seule étape, réduisant ainsi le besoin d'assemblage ultérieur. Ce procédé garantit une combinaison optimale des matériaux, améliore la fonctionnalité et l'esthétique globales des lunettes et les rend plus adaptées aux besoins des utilisateurs.



Industrie automobile
Phares de voiture : Le polycarbonate est largement utilisé dans les phares de voiture en raison de sa robustesse, de sa résistance aux hautes et basses températures, de sa résistance aux UV et de sa transparence. De plus, son excellente résistance aux chocs lui permet de résister efficacement aux impacts des débris de la route et d'assurer la sécurité de conduite.
Le moulage assisté par gaz est un procédé qui réduit l'utilisation de matière et améliore la qualité des produits finis grâce à l'introduction de gaz lors du moulage. Dans la fabrication de phares automobiles, ce procédé permet de réduire efficacement le poids des pièces en plastique tout en préservant leur résistance et leur rigidité. L'injection de gaz permet de former des cavités lors du moulage assisté par gaz, de réduire le remplissage de matière et d'optimiser ainsi les coûts de fabrication.
Ce procédé est particulièrement adapté à la production de boîtiers de phares automobiles de formes complexes, permettant d'obtenir une meilleure finition de surface et de réduire le risque de déformation. Parallèlement, il permet également d'améliorer l'efficacité de la production, de réduire le temps de refroidissement et d'accroître encore la capacité de production globale.



Le moulage par injection avec décoration dans le moule est un procédé qui intègre un film décoratif au moulage, particulièrement adapté à la fabrication de phares automobiles. L'intégration du film du motif ou du logo dans le plastique permet d'obtenir des effets de surface de haute qualité et une résistance à l'usure optimale. Ce procédé offre de nombreuses possibilités de design esthétique tout en protégeant le motif du film des influences extérieures.
Le moulage par injection IMD permet aux phares automobiles non seulement d'avoir une bonne fonctionnalité, mais également d'améliorer l'effet visuel, de répondre aux exigences esthétiques de la conception automobile moderne et d'améliorer l'attrait des consommateurs.



Propriétés du polycarbonate
——
| Propriété | Valeur |
| Densité (g/cm³) | 1,2 – 1,22 |
| Taux de rétrécissement (%) | 0,4 – 0,7 |
| Résistance à la traction à la limite d'élasticité (MPa) | 55 – 75 |
| Allongement à la rupture (%) | 80-150 |
| Module de flexion (GPa) | 2.2-2.4 |
| Résistance à la flexion (MPa) | 75-100 |
| Température de séchage (°C) | 80-100 |
| Temps de séchage (heures) | 2-4 |
| Température de fusion (°C) | 220-260 |
| Température du moule (°C) | 70-100 |
Processus de moulage par injection de PC
——
1. Étape de remplissage
Lors de l'étape de remplissage, les granulés de polycarbonate sont chauffés jusqu'à fusion, puis injectés dans les moules en polycarbonate de qualité optique par la buse de la presse à injecter. L'objectif principal de cette étape est de garantir que le matériau fondu remplisse rapidement et uniformément chaque recoin des moules pour boîtiers en polycarbonate résistant aux chocs. Le contrôle de la vitesse et de la pression de remplissage est essentiel pour éviter les bulles et les défauts. Un remplissage irrégulier peut entraîner des défauts à la surface du produit, ce qui affecte la qualité du produit final.
2. Étape de commutation
La phase de commutation correspond à l'étape où le système de contrôle de la presse à injecter PC passe à la pression maximale après un court délai après le remplissage. Durant cette étape, le système maintient une certaine pression pour assurer une répartition uniforme du polycarbonate et remplir les moules en plastique haute performance. Ce processus exige un contrôle extrêmement précis afin d'éviter les vides ou les remplissages incomplets dus à une pression insuffisante.
3. Étape de pression
Pendant la phase de pression, la presse à injecter le polycarbonate maintient la pression afin de garantir le maintien du matériau dans les moules transparents pendant le refroidissement et la solidification. Cette étape vise à compenser le retrait éventuel du polycarbonate lors du refroidissement. Le maintien d'une pression adéquate permet de réduire la déformation du produit et d'améliorer la précision dimensionnelle et la régularité des pièces.
4. Étape de refroidissement
L'étape de refroidissement est la dernière étape du moulage par injection de PC. Durant cette étape, le polycarbonate refroidit et se solidifie progressivement dans les moules en plastique haute performance pour former le produit final. La durée du refroidissement affecte directement les propriétés physiques et l'aspect du produit. Un refroidissement irrégulier peut entraîner une répartition inégale des contraintes internes, ce qui peut entraîner une rupture ou une déformation lors des utilisations ultérieures. Par conséquent, une conception et une durée de refroidissement adaptées sont essentielles pour garantir la qualité du produit.
Conditions de processus pour le moulage par injection de PC
——
| Séchage | Les différents types de PC absorbent l'humidité ; le pré-séchage est donc essentiel. Un séchage à 100-120 °C (ou 212-248 °F) pendant 3 à 4 heures est recommandé. Le taux d'humidité doit être maintenu inférieur à 0,02 % avant le début du processus. |
| Point de fusion | 260 à 340 degrés Celsius (ou 500 à 644 degrés Fahrenheit) ; les grades PC à faible MFR nécessitent des températures plus élevées et vice versa |
| Température du moule | 70 à 120 degrés Celsius (ou 158 à 248 degrés Fahrenheit) ; les grades PC à faible MFR nécessitent des températures plus élevées et vice versa. |
| Pression de moulage par injection plastique | Maintenez la pression aussi élevée que possible pour obtenir un moulage rapide. |
| Vitesse d'injection | Lors de l'utilisation d'une porte de petite taille ou latérale, une vitesse d'injection plus lente doit être utilisée ; pour les autres types de portes, une vitesse plus élevée doit être utilisée. |
Précisez le type de plastique (par exemple, PP, ABS) et les exigences de post-traitement (par exemple, pulvérisation, sérigraphie), et fournissez des plans 2D ou 3D des pièces en plastique. Indiquez également le volume de production, les exigences d'aspect, les normes de tolérance, etc.
En règle générale, nos ingénieurs commencent à préparer le devis dès que le client a fourni l'ensemble des spécifications de production. Cela prend généralement entre 1 et 3 jours.
Le délai de fabrication des moules d'injection standard est généralement de 30 à 60 jours, et peut être plus long pour les moules complexes. Par exemple, le délai de fabrication typique des moules en silicone liquide est d'environ 60 jours, couvrant la conception, la fabrication, les tests, etc.
Technologie de traitement de haute précision : des équipements de haute précision tels que les centres d'usinage CNC (CNC) et l'usinage par décharge électrique (EDM) sont utilisés pour optimiser le processus de conception en combinaison avec un logiciel de CAO/FAO. Contrôle qualité : Inspection des dimensions clés du moule par machine à mesurer tridimensionnelle (MMT) et vérification de plusieurs lots d'échantillons pendant l'étape de moulage d'essai. Sélection des matériaux : utilisez de l'acier à matrice avec une résistance élevée à l'usure (par exemple H13, S136) et un traitement de surface (par exemple nitruration, chromage) pour les écrous de matrice afin de prolonger la durée de vie.
Tous les 50 000 moules, vérifiez le pilier de guidage, la goupille d'éjection et les autres pièces d'usure, et nettoyez les résidus de plastique et de rouille à la surface du moule. Utilisez de la graisse haute température pour les pièces coulissantes (par exemple, couvercle basculant, glissière) afin de réduire les pertes par frottement. Assurez-vous que le circuit d'eau est fluide et que la différence de température est ≤ 5 °C afin d'éviter toute fissuration du moule due aux contraintes thermiques.
Le coût des matériaux de moulage représentait environ 30 à 40 % (par exemple, une tonne d'acier P20 coûte environ 20 000 yuans), tandis que les coûts de traitement représentaient plus de 50 % (taux horaire de la main-d'œuvre CNC d'environ 80 à 150 yuans/heure). Pour la production en petites séries, il est possible d'opter pour un moule en aluminium ou de simplifier la conception structurelle ; pour plus de 100 000 pièces, il est recommandé d'utiliser des plaquettes carbure pour prolonger la durée de vie !
Les produits moulés par injection doivent répondre pleinement aux exigences de conception (dimensions, aspect, etc.) et permettre une production continue et stable. Le marquage du moule, les rapports d'inspection (test de dureté du matériau, par exemple) et les plans techniques doivent être complets.
L'acier du moule (tel que le S136H, le NAK80 et d'autres matériaux importés coûtent plus cher) et le type d'embryon de moule (le coût à court terme du moule en aluminium est faible mais la durée de vie est courte) affectent directement le coût, l'utilisation de la technologie de conception CAO/CAE/FAO, le système de canaux chauds, etc. augmentera l'investissement initial, mais peut améliorer les avantages à long terme (tels que la réduction des carottes, l'augmentation de la capacité de production).


