

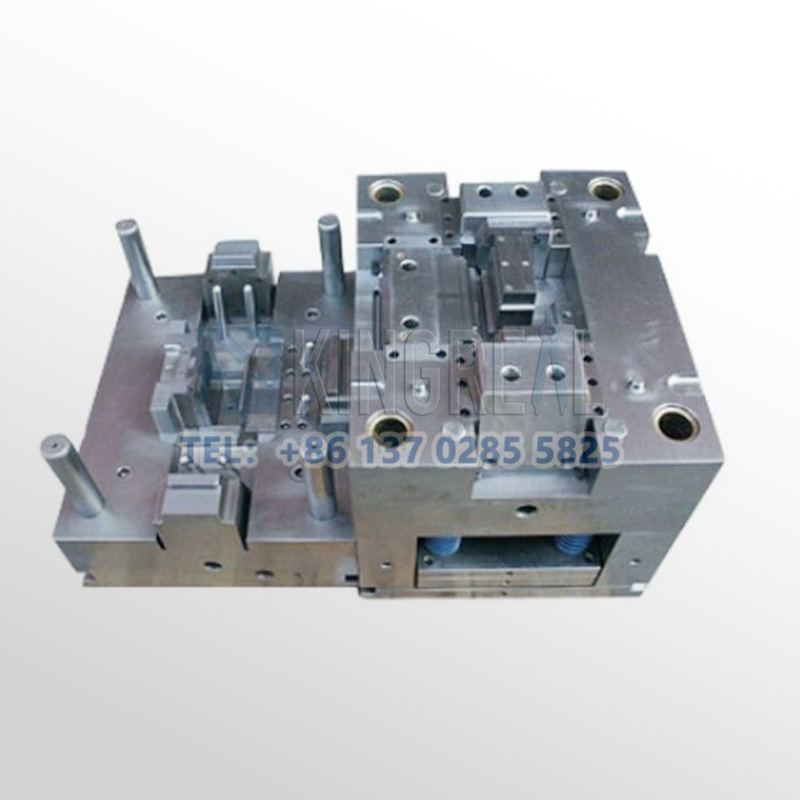

Spécifications des moules d'injection pour instruments chirurgicaux
——
| Matériau du moule | SKD61, DAC55, Dievar |
| Traitement de surface des moules | Plaqué titane ou nitruré |
| Taille du moule | 50 × 50 × 30 mm |
| Tolérance aux moisissures | ± 0,02 mm |
| cavité de moule | Simple/Multiple |
| Chemin de moulage | Coureur chaud/Coureur froid |
| Vie de la moisissure | Tir de 50 000 |
| Matériau du produit | PC+S316 |
| Insérer le matériau | Acier inoxydable/alliage de titane |
Pourquoi choisir des moules pour manche de scalpel ?
——

Répondre aux exigences des matériaux de qualité médicale et des structures complexes
Les instruments chirurgicaux nécessitent l'utilisation de matériaux biocompatibles tels que le LCP, le PEEK, etc. Ces matériaux présentent des caractéristiques de résistance aux hautes températures et à la corrosion chimique, ce qui rend leur mise en œuvre difficile. Alors que les procédés de découpe traditionnels sont inefficaces et coûteux, les moules d'injection permettent un moulage efficace et précis de structures complexes telles que des canaux à parois minces, microperforés et spiralés.
À traversMoulage par insertion (Moulage par insertion)Bague à ressort en alliage de tungstène platine et pièces métalliques conductrices en acier inoxydable et combinaison de plastique, pour éviter la contamination de l'assemblage secondaire et améliorer l'étanchéité.

Garantir la stérilité des instruments médicaux
Les moules d'injection d'instruments chirurgicaux sont fabriqués et moulés par injection dans une salle blanche ISO 7 pour éviter la contamination par les particules et garantir la finition de surface des instruments pour répondre aux exigences de stérilité chirurgicale.
KRMOLD prend en compte la stérilisation finale des instruments dans la conception des moules pour garantir que le matériau ne sera pas déformé ou dégradé après la stérilisation.
Avantages des moules pour manche de scalpel
——
Conception de moules d'injection pour outils de précision destinés à la production de produits en plastique. Le plastique fondu est injecté sous haute pression dans les cavités, refroidi et durci, pour former des produits finis de formes et de tailles spécifiques. Les moules d'injection pour instruments chirurgicaux se composent d'un moule mobile et d'un moule fixe qui, une fois fermés, forment un système de coulée et une cavité. Le plastique fondu est injecté dans le moule par la buse de la presse à injecter, refroidi et durci, puis le moule est ouvert et démoulé pour obtenir un manche de scalpel en plastique épousant la forme de la cavité.

Les moules d'injection d'instruments chirurgicaux ont une tolérance de conception allant jusqu'à ± 0,02 mm, ce qui convient aux caractéristiques géométriques complexes des instruments de précision tels que les composants d'endoscope et les cathéters interventionnels, tels que les micropores, les parois minces, les canaux en spirale et d'autres modèles de composants de produits.

Les moules d'injection pour instruments chirurgicaux peuvent adopter une conception multi-empreintes. Un seul moulage par injection permet de mouler 4 à 8 produits, ce qui multiplie par 3 à 5 le rendement de la production en série. L'utilisation d'aciers hautes performances tels que le Dievar et l'Anco-T permet d'atteindre une durée de vie de 200 000 à 500 000 moules et de réduire les coûts de maintenance de 30 %.

Les moules d'injection pour instruments chirurgicaux sont équipés de capteurs intégrés pour surveiller la température et la pression du moule en temps réel, associés à l'IA pour optimiser les paramètres de moulage, avec un objectif de rendement ≥ 99,5 %. Grâce à des cadres de moule standardisés, différents produits peuvent être rapidement adaptés, réduisant ainsi les coûts de développement de 30 %.
Fabrication de moules d'injection pour instruments chirurgicaux
——
Notre avantage

La conception des moules d'injection pour instruments chirurgicaux doit être conforme au système de gestion de la qualité ISO 1348 afin de garantir la traçabilité et la régularité de la production. La compatibilité de stérilisation et la biocompatibilité de l'instrument doivent être prises en compte dès la conception du moule.

Les moules d'injection utilisent des aciers à haute résistance et résistants à la corrosion, tels que le SKD61 et le Dievar, pour s'adapter aux matériaux tels que le LCP et le PEEK utilisés dans les instruments chirurgicaux. L'empreinte et le noyau sont usinés par des centres d'usinage CNC avec une tolérance de ± 0,02 mm, ce qui convient aux structures de précision telles que les micropores (diamètre ≤ 0,5 mm). Les machines d'électroérosion par étincelage permettent de former des textures complexes ou des rainures profondes, avec une précision de surface équivalente à celle d'un miroir.

Après le traitement initial et la fabrication des moules d'injection pour instruments chirurgicaux, ceux-ci sont assemblés et testés en atelier. Les moules d'injection d'origine sont testés à l'aide d'outils de précision 2D et 3D. Les essais de moulage sont effectués en usine. Le moule est installé sur la presse à injecter pour la production et les tests des pièces plastiques, tandis que les pièces non qualifiées sont modifiées et mises au point.
"Les autres équipements de traitement comprennent des machines de découpe de fil, des fraiseuses, des rectifieuses et des polisseuses pour réaliser des processus de fabrication serrés pour les moules d'injection."
Pourquoi nous choisir?
—
1. Service complet à guichet unique
Nous fournissons un service complet, depuis l'intégration des exigences, la conception et la fabrication des moules jusqu'à la livraison et le service après-vente.
L'équipe technique est pleinement impliquée dès la conception du produit client, optimisant la structure du moule et concevant les plans du moule grâce à des logiciels d'analyse de flux de moulage (tels qu'Autodesk Moldflow et UGNX). L'entreprise est équipée de machines CNC importées, d'une machine de découpe au fil Shadick, d'un équipement de déchargement de miroir et d'autres équipements de traitement de précision pour atteindre une précision de ± 0,02 mm.
Nous disposons d'un atelier intelligent à grande échelle pour prendre en charge les traitements secondaires tels que la sérigraphie, le soudage, la pulvérisation, etc. Nous appliquons strictement le système de qualité ISO13485 et IATF16949 ; en attendant, nous fournissons un transport gratuit, un entretien régulier des moules et un service de garantie d'un an.
2. Système complet de contrôle de qualité
Notre atelier de production complet utilise des centres d'usinage cinq axes Makino, des presses à injecter haïtiennes et d'autres équipements reconnus en Chine et à l'étranger pour éviter les retards de production. Grâce à une machine à mesurer tridimensionnelle (MMT), un instrument d'inspection tridimensionnelle, nous contrôlons intégralement les dimensions clés et appliquons le cycle de gestion de la qualité PDCA. Nous fournissons également un rapport d'inspection qualité complet des moules d'injection.
3. Contrôle précis des livraisons pour garantir le calendrier du projet
Grâce à la gestion numérique, au suivi de l'avancement de la production dès le début de la commande, pour différentes commandes et dates de livraison pour le suivi des données, une fois qu'il y a des facteurs qui peuvent être retardés, organisez immédiatement l'accélération du calendrier de production, pour garantir que le client dans le délai de livraison pour terminer la fabrication des moules d'injection plastique.
Précisez le type de plastique (par exemple, PP, ABS) et les exigences de post-traitement (par exemple, pulvérisation, sérigraphie), et fournissez des plans 2D ou 3D des pièces en plastique. Indiquez également le volume de production, les exigences d'aspect, les normes de tolérance, etc.
En règle générale, nos ingénieurs commencent à préparer le devis dès que le client a fourni l'ensemble des spécifications de production. Cela prend généralement entre 1 et 3 jours.
Le délai de fabrication des moules d'injection standard est généralement de 30 à 60 jours, et peut être plus long pour les moules complexes. Par exemple, le délai de fabrication typique des moules en silicone liquide est d'environ 60 jours, couvrant la conception, la fabrication, les tests, etc.
Technologie de traitement de haute précision : des équipements de haute précision tels que les centres d'usinage CNC (CNC) et l'usinage par décharge électrique (EDM) sont utilisés pour optimiser le processus de conception en combinaison avec un logiciel de CAO/FAO. Contrôle qualité : Inspection des dimensions clés du moule par machine à mesurer tridimensionnelle (MMT) et vérification de plusieurs lots d'échantillons pendant l'étape de moulage d'essai. Sélection des matériaux : utilisez de l'acier à matrice avec une résistance élevée à l'usure (par exemple H13, S136) et un traitement de surface (par exemple nitruration, chromage) pour les écrous de matrice afin de prolonger la durée de vie.
Tous les 50 000 moules, vérifiez le pilier de guidage, la goupille d'éjection et les autres pièces d'usure, et nettoyez les résidus de plastique et de rouille à la surface du moule. Utilisez de la graisse haute température pour les pièces coulissantes (par exemple, couvercle basculant, glissière) afin de réduire les pertes par frottement. Assurez-vous que le circuit d'eau est fluide et que la différence de température est ≤ 5 °C afin d'éviter toute fissuration du moule due aux contraintes thermiques.
Le coût des matériaux de moulage représentait environ 30 à 40 % (par exemple, une tonne d'acier P20 coûte environ 20 000 yuans), tandis que les coûts de traitement représentaient plus de 50 % (taux horaire de la main-d'œuvre CNC d'environ 80 à 150 yuans/heure). Pour la production en petites séries, il est possible d'opter pour un moule en aluminium ou de simplifier la conception structurelle ; pour plus de 100 000 pièces, il est recommandé d'utiliser des plaquettes carbure pour prolonger la durée de vie !
Les produits moulés par injection doivent répondre pleinement aux exigences de conception (dimensions, aspect, etc.) et permettre une production continue et stable. Le marquage du moule, les rapports d'inspection (test de dureté du matériau, par exemple) et les plans techniques doivent être complets.
L'acier du moule (tel que le S136H, le NAK80 et d'autres matériaux importés coûtent plus cher) et le type d'embryon de moule (le coût à court terme du moule en aluminium est faible mais la durée de vie est courte) affectent directement le coût, l'utilisation de la technologie de conception CAO/CAE/FAO, le système de canaux chauds, etc. augmentera l'investissement initial, mais peut améliorer les avantages à long terme (tels que la réduction des carottes, l'augmentation de la capacité de production).


