
Description du moule d'injection pour poignée de porte automobile
——
KRMOLD peut personnaliser les moules d'injection de poignées de porte automobiles en fonction des besoins de production spécifiques du client et fabriquer des poignées de porte pour les portes avant et arrière, adaptées au modèle et à la taille du véhicule, et en fonction des caractéristiques extérieures du panneau de porte (avec ou sans grille de haut-parleur).
Les panneaux de porte automobiles présentent généralement des surfaces brillantes et en cuir, ce qui exige l'absence de défauts tels que des points de soudure et des marques de soudure. Ceci impose des exigences élevées aux surfaces courbes complexes nécessaires au moulage par injection. Les panneaux de porte comportent souvent de multiples contre-dépouilles à l'intérieur et à l'extérieur, nécessitant un démoulage par injection à l'aide d'un mécanisme de noyau côté moule.
Les moules d'injection KRMOLD pour poignées de porte automobile utilisent un système d'alimentation séquentielle à canaux chauds par vanne à aiguille et un système d'alimentation conventionnel, par exemple quatre ou dix buses chaudes, afin d'éviter les marques de soudure et d'optimiser la pression de remplissage. Les systèmes d'injection de type secteur ou banane sont privilégiés pour les poignées de porte automobile, et la longueur des canaux est généralement contrôlée entre 60 et 100 mm afin de minimiser les pertes de pression. Les poignées de porte produites à l'aide des moules d'injection KRMOLD sont des composants automobiles essentiels, exigeant une apparence impeccable et exempte de défauts tels que l'écaillage, le retrait, les traces d'eau, les rayures ou les défauts d'adhérence de la colle. Les moules d'injection KRMOLD pour poignées de porte automobile offrent des cadences de production rapides et une grande précision de moulage.

Paramètres du moule d'injection pour poignée de porte de voiture
——
| Mode de mise en forme | Moule d'injection pour poignée de porte automobile |
| Matériau du produit | Plastique |
| Matière plastique | PP, PC, PS, PAG, POM, PE, PU, PVC, ABS, PMMA, etc. |
| Application | Pièces automobiles, pièces de machines, pièces détachées pour appareils ménagers, pièces de cuisinières, pièces de meubles, etc. |
| Coureur | canal froid/canal chaud |
| Matériau de moule | NAK80, S136, 2316, 2738, H13, 5CrNiMo, 718H, P20, 40Cr, 60#, 45# etc |
| Porte de coulée | YUDO runner, Hot runner, Cold runner, Pin-point gate, Submarine gate, etc. |
| Traitement de surface | Mat/Lisse/Poli |
Caractéristiques du moule d'injection pour poignée de porte de voiture
——
1) Conception intégrée de moules fixes et mobiles pour moule d'injection de poignée de porte automobile
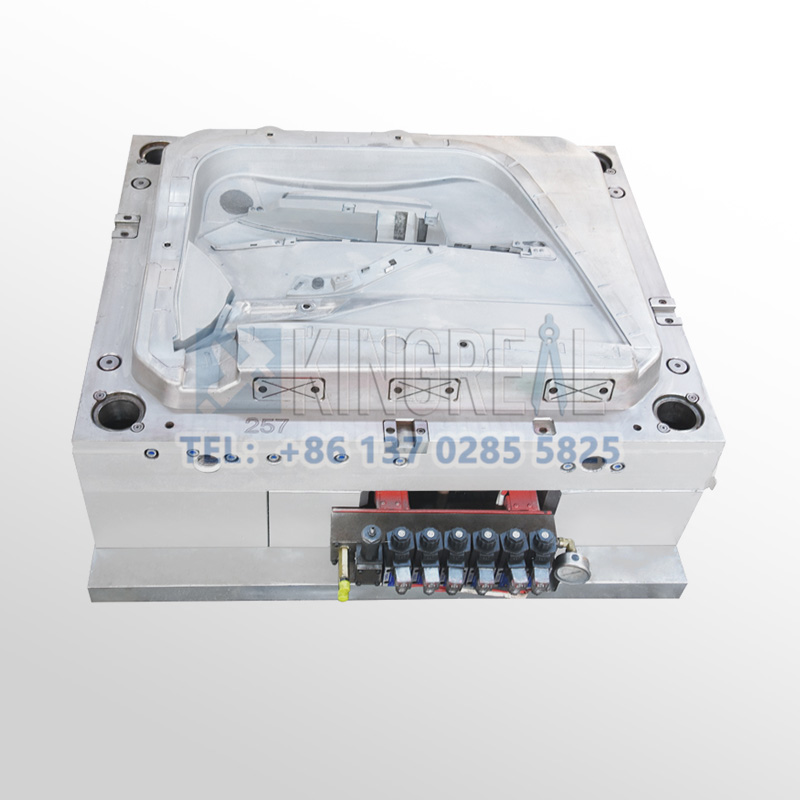
Ce moule d'injection pour poignée de porte automobile utilise une conception intégrée de moules fixes et mobiles. Ses composants principaux sont principalement en acier P20/2738. Les plaques AB du moule présentent une structure de sertissage sur les quatre côtés, garantissant ainsi la rigidité et la compacité du moule. Les éléments structurels clés comprennent le bloc de levage, le bloc de poussée et la conception des perforations. Le bloc de levage requiert une attention particulière afin d'éviter le collage des pièces ou les rayures de surface, notamment dans les zones à mailles denses comme les grilles de haut-parleurs.
2) Méthode d'alimentation par canaux chauds pour moule d'injection de poignée de porte automobile
Ce moule d'injection pour poignées de porte automobile utilise un système de canaux chauds à 10 vannes séquentielles, associé à des canaux froids et à des points d'injection en forme de banane. Les matériaux PP/EPDM (polypropylène/éthylène-propylène-diène monomère) offrent une fluidité élevée, permettant une conception flexible des canaux d'injection. Afin de minimiser les pertes de charge et de garantir la qualité de surface, la longueur des canaux froids est limitée à ≤ 60 mm (valeur de préférence) ou ≤ 100 mm (valeur maximale). Cette configuration élimine efficacement les lignes de soudure sur la surface extérieure (côté A).
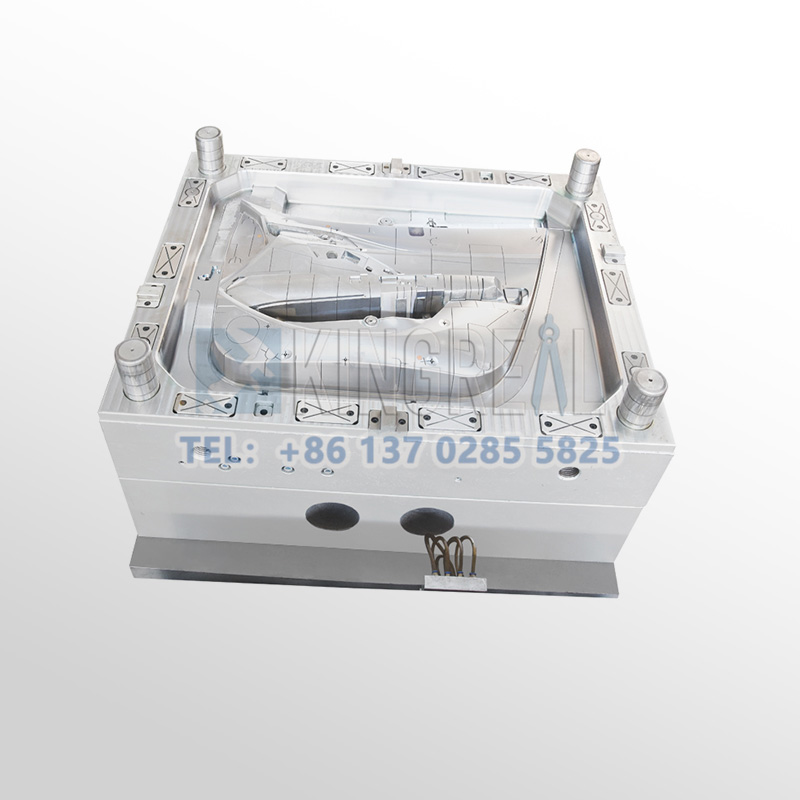
3) Conception d'un système de contrôle de température pour moule d'injection de poignée de porte automobile
Élément essentiel de l'habitacle automobile, la partie inférieure de la poignée de portière doit présenter une finition irréprochable. Par conséquent, la qualité de la conception du système de régulation de température influe considérablement sur l'efficacité du moulage par injection et la qualité du produit.
Matériau pour moule d'injection de poignée de porte automobile
——
-ABS : La résine ABS utilisée pour les poignées de porte intérieures est disponible en deux qualités : standard et résistante à la chaleur. L’ABS standard présente de bonnes propriétés de galvanoplastie, tandis que la résine ABS résistante à la chaleur a généralement une température de déformation sous charge comprise entre 90 et 105 °C et offre une bonne rigidité, une bonne ténacité et une bonne fluidité.
-PC : Le PC (polycarbonate) est un plastique technique doté d’excellentes propriétés mécaniques. Cependant, ses performances limitées en électroplacage ont restreint son application.
PC/ABS : La résine PC/ABS est le matériau dont la croissance est la plus rapide et le plus utilisé pour les poignées de portes intérieures. C’est un alliage de PC et d’ABS, alliant la haute résistance du PC à la facilité de galvanoplastie de l’ABS. Il existe deux principaux types : galvanisé et peint. Comparé au PC/ABS peint, le PC/ABS galvanisé présente un aspect plus métallique et une finition plus haut de gamme.
-PC/PBT : Le PC/PBT est un mélange de PC et de PBT, conservant la résistance chimique et la moulabilité du PBT cristallin tout en offrant la robustesse et la stabilité dimensionnelle du PC amorphe.
-PA : Dans des pays comme l’Allemagne, où la résistance à la traction est une exigence élevée, le PA électroplaqué est largement utilisé dans les véhicules allemands. Les poignées de porte intérieures en PA se divisent généralement en deux types : PA peint et PA électroplaqué. Le PA électroplaqué est généralement composé de PA et de 20 % de minéraux.

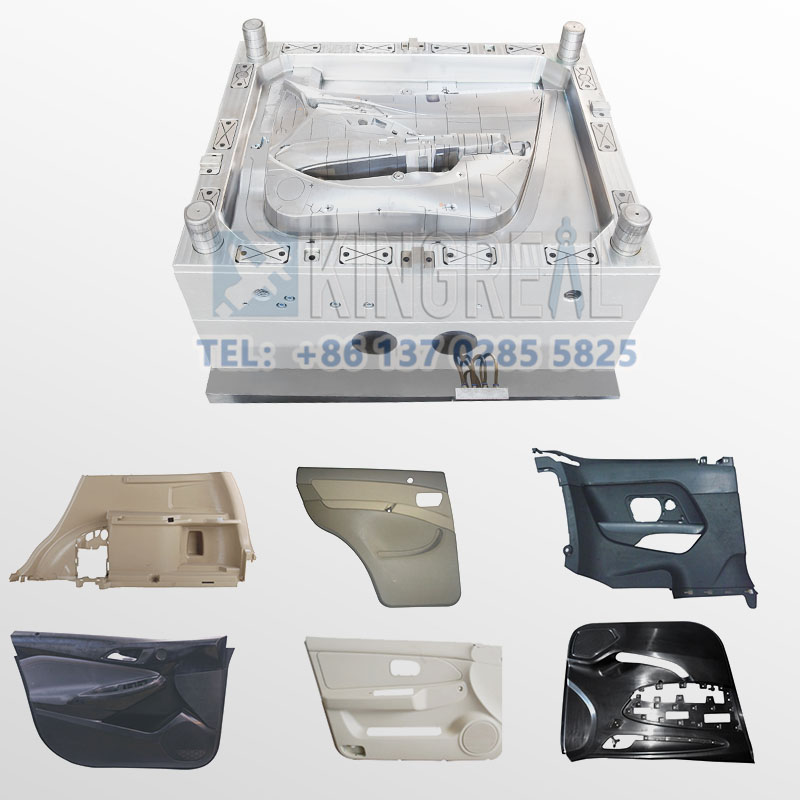
Quels types de poignées de porte les moules d'injection de poignées de porte automobile KRMOLD peuvent-ils produire ?
——
Les moules d'injection KRMOLD pour poignées de porte automobile permettent de produire une grande variété de poignées. Voici quelques exemples courants. Pour toute exigence de production spécifique, veuillez fournir vos plans à KRMOLD. Nos ingénieurs vous proposeront une solution de moule d'injection sur mesure, adaptée à vos besoins.
-Poignées de porte à bouton-poussoir,
-Poignées de porte à déclenchement,
-Poignées de porte à rabat,
-Poignées de porte à abaisser,
-Relevez les poignées de porte,
-Poignées de porte escamotables,
-Poignées de porte tactiles

Informations détaillées sur l'acier à mouler
——
| Matériau de moule | dureté du moule | Durée de vie du moule |
| P20 | HRC 29-33 | 300 000 tirs |
| H13 | HRC > 43 | 1 000 000 de coups |
| 718 | HRC 30-36 | 500 000 tirs |
| S136 | HRC 48-52 | 50 000 tirs |
| 2344 | HRC > 48 | 800 000 tirs |
Détails de conception du moule d'injection pour poignée de porte de voiture
——
Lors de la conception d'un moule d'injection pour poignée de portière automobile, les ingénieurs de KRMOLD doivent prêter attention à plusieurs détails importants afin de garantir l'efficacité et la durabilité du moule. Voici une analyse détaillée des facteurs clés :
1. Sélection des matériaux pour le moule d'injection de poignée de porte automobile
Le matériau principal utilisé pour les poignées de porte est le PC/ABS, qui offre d'excellentes propriétés de galvanoplastie et un taux de retrait modéré (environ 1,005). Une forte proportion de PC améliore la résistance mécanique de la poignée, mais exige également une température de moulage plus élevée.
2. Conception du moule d'injection pour poignée de porte de voiture
Lors de la phase initiale de conception du moule d'injection pour poignée de porte automobile, les ingénieurs de KRMOLD effectuent les étapes suivantes :
Analyse de la forme : Une analyse détaillée de la forme de la poignée de verrouillage de la porte extérieure garantit que la conception du moule d’injection de la poignée de porte de voiture reflète fidèlement la structure complexe de la poignée.
Analyse de faisabilité : Évaluer la faisabilité de la structure du moule d'injection pour poignée de porte automobile afin de s'assurer qu'elle répond aux exigences techniques et économiques lors de la production.
3. Volume de production et durée de vie du moule d'injection pour poignée de portière.
En fonction des exigences de volume de production du client et de la durée de vie prévue du moule d'injection pour poignée de porte automobile, les ingénieurs de KRMOLD effectuent les opérations suivantes :
Sélection des matériaux : Déterminer l'acier approprié, tel que P20 ou H13, pour répondre aux exigences de résistance et de résistance à l'usure du moule d'injection de la poignée de porte automobile.
Conception des cavités du moule : étant donné que chaque voiture possède généralement quatre poignées, une conception à cavités multiples, telle qu’un moule à quatre cavités, peut être utilisée pour améliorer l’efficacité de la production.
Système à canaux chauds : En fonction des caractéristiques du produit et des exigences de production, la décision d’utiliser un système à canaux chauds est prise afin de réduire le temps de cycle de moulage et le gaspillage de matériaux.
4. Conception du système de refroidissement
En raison de la température de moulage élevée des matériaux PC/ABS, la conception d'un système de refroidissement efficace est cruciale. Ce système doit comprendre :
Lignes de refroidissement : Les lignes de refroidissement à l’intérieur des moules fixes et mobiles doivent être conçues et agencées de manière à assurer un refroidissement uniforme.
Composants : Il s'agit notamment des bouchons, raccords, joints d'étanchéité, etc., afin de garantir un système étanche.
5. Structure du cadre du moule
La conception du cadre du moule d'injection de la poignée de porte de voiture est tout aussi importante et se compose généralement des éléments suivants :
Plaques de moule fixes et mobiles : assurent la stabilité et la précision du moule d’injection des poignées de porte automobiles.
Entretoises et plaques de montage de tiges de poussée : Supportent et fixent les composants moulés par injection des poignées de portières de voiture.
Douilles et axes de guidage : assurent un alignement précis lors de l’ouverture et de la fermeture du moule d’injection de la poignée de porte automobile.

Précisez le type de plastique (par exemple, PP, ABS) et les exigences de post-traitement (par exemple, pulvérisation, sérigraphie), et fournissez des plans 2D ou 3D des pièces en plastique. Indiquez également le volume de production, les exigences d'aspect, les normes de tolérance, etc.
En règle générale, nos ingénieurs commencent à préparer le devis dès que le client a fourni l'ensemble des spécifications de production. Cela prend généralement entre 1 et 3 jours.
Le délai de fabrication des moules d'injection standard est généralement de 30 à 60 jours, et peut être plus long pour les moules complexes. Par exemple, le délai de fabrication typique des moules en silicone liquide est d'environ 60 jours, couvrant la conception, la fabrication, les tests, etc.
Technologie de traitement de haute précision : des équipements de haute précision tels que les centres d'usinage CNC (CNC) et l'usinage par décharge électrique (EDM) sont utilisés pour optimiser le processus de conception en combinaison avec un logiciel de CAO/FAO. Contrôle qualité : Inspection des dimensions clés du moule par machine à mesurer tridimensionnelle (MMT) et vérification de plusieurs lots d'échantillons pendant l'étape de moulage d'essai. Sélection des matériaux : utilisez de l'acier à matrice avec une résistance élevée à l'usure (par exemple H13, S136) et un traitement de surface (par exemple nitruration, chromage) pour les écrous de matrice afin de prolonger la durée de vie.
Tous les 50 000 moules, vérifiez le pilier de guidage, la goupille d'éjection et les autres pièces d'usure, et nettoyez les résidus de plastique et de rouille à la surface du moule. Utilisez de la graisse haute température pour les pièces coulissantes (par exemple, couvercle basculant, glissière) afin de réduire les pertes par frottement. Assurez-vous que le circuit d'eau est fluide et que la différence de température est ≤ 5 °C afin d'éviter toute fissuration du moule due aux contraintes thermiques.
Le coût des matériaux de moulage représentait environ 30 à 40 % (par exemple, une tonne d'acier P20 coûte environ 20 000 yuans), tandis que les coûts de traitement représentaient plus de 50 % (taux horaire de la main-d'œuvre CNC d'environ 80 à 150 yuans/heure). Pour la production en petites séries, il est possible d'opter pour un moule en aluminium ou de simplifier la conception structurelle ; pour plus de 100 000 pièces, il est recommandé d'utiliser des plaquettes carbure pour prolonger la durée de vie !
Les produits moulés par injection doivent répondre pleinement aux exigences de conception (dimensions, aspect, etc.) et permettre une production continue et stable. Le marquage du moule, les rapports d'inspection (test de dureté du matériau, par exemple) et les plans techniques doivent être complets.
L'acier du moule (tel que le S136H, le NAK80 et d'autres matériaux importés coûtent plus cher) et le type d'embryon de moule (le coût à court terme du moule en aluminium est faible mais la durée de vie est courte) affectent directement le coût, l'utilisation de la technologie de conception CAO/CAE/FAO, le système de canaux chauds, etc. augmentera l'investissement initial, mais peut améliorer les avantages à long terme (tels que la réduction des carottes, l'augmentation de la capacité de production).


