

Introduction au moulage par injection de capteurs pour pièces automobiles en plastique
——
Les moules d'injection KRMOLD pour capteurs automobiles en plastique permettent de produire une large gamme de pièces, notamment pour les capteurs de température, de pression, d'oxygène, de vitesse, de position, d'accélération et de luminosité. Ces moules de haute qualité produisent des composants de capteurs automobiles précis et durables, conçus pour améliorer la sécurité, les performances et le confort des véhicules, garantissant ainsi un fonctionnement optimal en toutes circonstances.
Spécialisée dans la fabrication de moules d'injection pour capteurs automobiles en plastique, KRMOLD bénéficie d'une vaste expérience dans la conception et la fabrication de ces moules. L'équipe KRMOLD propose des services de conception sur mesure, adaptés aux besoins spécifiques de chaque client, garantissant ainsi la qualité et les performances du produit final.

Principe de fonctionnement du moule d'injection pour pièces de capteurs automobiles
——
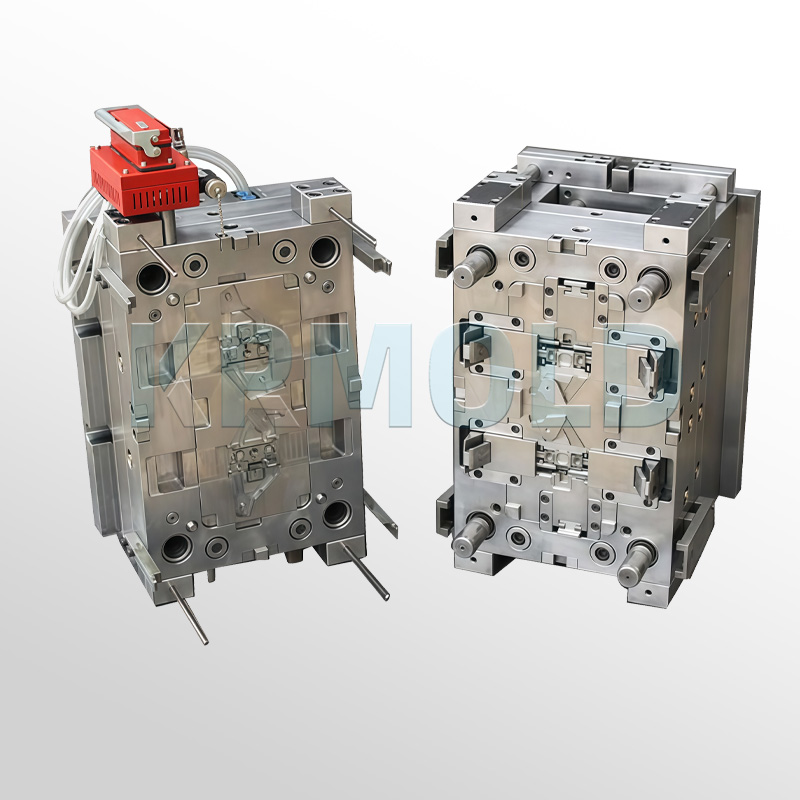
Les moules d'injection KRMOLD pour capteurs automobiles en plastique utilisent une technologie de moulage par injection avancée. La presse à injecter injecte du plastique fondu et chauffé dans la cavité du moule. Après la fermeture du moule, le plastique refroidit et se solidifie sous une pression et une température spécifiques, formant ainsi une pièce de capteur automobile en plastique qui épouse parfaitement la forme de la cavité. À l'ouverture du moule, la pièce moulée est éjectée par un mécanisme d'éjection. Ce procédé, efficace et précis, garantit une production de haute qualité de capteurs automobiles injectés.
Paramètres du moule d'injection de capteur pour pièces automobiles en plastique
——
| nom | moule d'injection pour pièces de capteurs automobiles |
| couleur | blanc, noir, vert, nature, bleu, jaune, etc. |
| matériel | PP, PA, PC, PPT, ABS, PA+GF, POM, PE, UPE, PTFE, etc. |
| cavité du moule | cavité unique et cavités multiples |
| système de course | canal chaud et canal froid |
| équipement | CNC, EDM, machine de découpe, machines pour le plastique, etc. |
| matériau de moule | P20/ 718H/ S136H/ S136 trempé/ NAK80 |
| machine d'injection | 30T, 50T, 60T, 80T, 90T, 120T, 168T, 200T, 380T |
| durée de vie du moule | 500 000 à 5 000 000 prises de vue selon les besoins du client |
| taille | personnalisé |
| tolérance | ± 0,01 mm |
| forme | conformément à votre dessin ou à l'échantillon |
| certification | IATF 16949 et rapport d'essai professionnel complet associé |
| échantillon gratuit | disponible |
| avantage | guichet unique d'approvisionnement |
Avantages du moulage par injection de pièces de capteurs automobiles
——
1. Haute efficacité de production
Les moules d'injection KRMOLD pour capteurs automobiles en plastique sont particulièrement adaptés à la production en série, permettant un moulage rapide de pièces de capteurs automobiles en plastique de haute qualité. Cette capacité de production à haut rendement répond non seulement aux exigences de l'industrie automobile en matière de production à grande échelle, mais raccourcit également considérablement les délais de livraison, permettant ainsi aux clients de satisfaire rapidement la demande du marché.
2. Haute précision dimensionnelle
Les moules d'injection KRMOLD pour capteurs automobiles permettent un contrôle précis des dimensions des pièces en plastique, garantissant ainsi la stabilité et la constance de la qualité du produit. Cette haute précision répond aux exigences rigoureuses d'assemblage des capteurs, évitant les problèmes d'assemblage liés aux erreurs dimensionnelles.
3. Capable de mouler des formes complexes
La conception des moules d'injection KRMOLD pour capteurs automobiles en plastique permet de fabriquer des pièces de capteurs aux formes et structures internes complexes. Par exemple, les composants de capteurs comportant diverses fentes, bossages et autres structures peuvent être réalisés avec précision grâce aux moules d'injection KRMOLD pour capteurs automobiles.


Considérations clés relatives à la conception des moules d'injection pour pièces de capteurs automobiles
——
1. Conception de précision pour moule d'injection de pièces de capteurs automobiles
(1) Exigences de précision dimensionnelle
Lors de la conception de moules d'injection pour capteurs automobiles en plastique, les ingénieurs de KRMOLD calculent et déterminent avec précision les dimensions de la cavité et du noyau du moule en fonction des tolérances dimensionnelles requises pour ces capteurs. Ces derniers présentent généralement des exigences de précision dimensionnelle extrêmement élevées, ce qui rend la précision du moule d'injection cruciale. KRMOLD utilise des équipements d'usinage de haute précision, tels que des centres d'usinage CNC, avec une précision micrométrique, afin de garantir cette précision.
(2) Conception de la précision de la forme et de la position
La précision de forme et de position des moules d'injection pour capteurs automobiles comprend la précision géométrique et la précision de positionnement. La précision géométrique de la cavité du moule doit correspondre exactement aux exigences de conception des capteurs automobiles injectés. Un logiciel de modélisation 3D avancé est utilisé pour la conception et la simulation de la cavité du moule afin de garantir la régularité et la précision des surfaces. Lors de l'usinage, les équipes de KRMOLD utilisent l'électroérosion et le fraisage à grande vitesse pour assurer une haute précision de la forme de la cavité. Par ailleurs, la précision de positionnement concerne principalement les relations de position relatives entre les différents composants à l'intérieur du moule d'injection de capteurs automobiles en plastique. Des dispositifs de positionnement de haute précision, tels que des blocs de positionnement de précision et des broches de positionnement coniques, sont utilisés pour garantir que la précision de positionnement entre les composants reste dans la plage de tolérance admissible.
2. Conception de la surface de séparation pour moule d'injection de pièces de capteurs automobiles
(1) Sélection de l'emplacement de la surface de séparation
L'emplacement de la surface de joint a un impact crucial sur la qualité et l'aspect des pièces automobiles moulées par injection de précision. Les ingénieurs de KRMOLD veillent à ne pas placer cette surface dans des zones importantes pour l'esthétique de la pièce ni dans des zones critiques affectant son fonctionnement. De plus, compte tenu du mode de démoulage, la surface de joint doit faciliter un démoulage en douceur. L'association d'un système d'extraction latérale du noyau ou d'un éjecteur incliné garantit une éjection fluide de la pièce lors de l'ouverture du moule, évitant ainsi toute déformation ou dommage dû à une force de démoulage irrégulière.
(2) Conception de la forme de la surface de séparation
La surface de joint peut présenter diverses formes : plane, inclinée ou courbe. Les ingénieurs de KRMOLD conçoivent sa forme de manière rationnelle en fonction des caractéristiques structurelles des pièces moulées par injection, notamment les capteurs pour automobiles. Parallèlement, ils accordent une attention particulière à l’étanchéité de cette surface afin d’éviter les débordements de plastique fondu lors du moulage par injection. Grâce à une conception optimisée de l’étanchéité, par exemple par l’utilisation de rainures et de joints toriques, ils garantissent l’absence de fuites de plastique fondu pendant le moulage par injection haute pression, prévenant ainsi les fuites et assurant la qualité et la précision dimensionnelle des pièces moulées.

Procédé de fabrication par moulage par injection de pièces de capteurs automobiles KRMOLD
——
-Conception du moule : En fonction des exigences de conception, de la précision dimensionnelle et du volume de production des pièces en plastique pour capteurs automobiles, et en tenant compte de facteurs tels que les spécifications de la machine de moulage par injection et les propriétés du matériau plastique, la structure, les dimensions et les détails de chaque composant du moule d'injection pour capteurs automobiles en plastique sont conçus.
-Usinage : Grâce à l'usinage CNC, l'EDM (usinage par électroérosion), la découpe au fil, le perçage profond et d'autres procédés, les matières premières telles que l'acier à moules sont usinées pour fabriquer diverses pièces.
-Assemblage par les monteurs : Les monteurs rectifient et assemblent les pièces usinées, vérifient le bon fonctionnement des éjecteurs, des curseurs et autres composants, et s’assurent qu’il n’y a pas de problèmes d’interférence avec le moule d’injection des pièces de capteurs automatiques.
-Polissage et finition : À l'aide d'outils et de matériaux tels que du papier de verre, de la pierre à huile et de la pâte diamantée, polir les surfaces extérieures du produit et d'autres zones des pièces moulées par injection du capteur de pièces automobiles en plastique afin d'améliorer la qualité de la surface du moule et d'assurer l'apparence des pièces en plastique.
- Inspection et moulage d'essai : Réaliser un moulage d'essai à l'aide d'une presse à injecter afin de vérifier le bon fonctionnement du moule d'injection des pièces de capteurs automobiles et la conformité de la structure et de la qualité du produit aux normes. Fournir un rapport sur les paramètres du processus de moulage d'essai, etc.
- Modification et réparation du moule : En fonction des résultats du moulage d'essai, si des problèmes surviennent avec le produit, ajustez et modifiez le moule d'injection du capteur de pièces automobiles en plastique pour répondre aux exigences de production.
Précisez le type de plastique (par exemple, PP, ABS) et les exigences de post-traitement (par exemple, pulvérisation, sérigraphie), et fournissez des plans 2D ou 3D des pièces en plastique. Indiquez également le volume de production, les exigences d'aspect, les normes de tolérance, etc.
En règle générale, nos ingénieurs commencent à préparer le devis dès que le client a fourni l'ensemble des spécifications de production. Cela prend généralement entre 1 et 3 jours.
Le délai de fabrication des moules d'injection standard est généralement de 30 à 60 jours, et peut être plus long pour les moules complexes. Par exemple, le délai de fabrication typique des moules en silicone liquide est d'environ 60 jours, couvrant la conception, la fabrication, les tests, etc.
Technologie de traitement de haute précision : des équipements de haute précision tels que les centres d'usinage CNC (CNC) et l'usinage par décharge électrique (EDM) sont utilisés pour optimiser le processus de conception en combinaison avec un logiciel de CAO/FAO. Contrôle qualité : Inspection des dimensions clés du moule par machine à mesurer tridimensionnelle (MMT) et vérification de plusieurs lots d'échantillons pendant l'étape de moulage d'essai. Sélection des matériaux : utilisez de l'acier à matrice avec une résistance élevée à l'usure (par exemple H13, S136) et un traitement de surface (par exemple nitruration, chromage) pour les écrous de matrice afin de prolonger la durée de vie.
Tous les 50 000 moules, vérifiez le pilier de guidage, la goupille d'éjection et les autres pièces d'usure, et nettoyez les résidus de plastique et de rouille à la surface du moule. Utilisez de la graisse haute température pour les pièces coulissantes (par exemple, couvercle basculant, glissière) afin de réduire les pertes par frottement. Assurez-vous que le circuit d'eau est fluide et que la différence de température est ≤ 5 °C afin d'éviter toute fissuration du moule due aux contraintes thermiques.
Le coût des matériaux de moulage représentait environ 30 à 40 % (par exemple, une tonne d'acier P20 coûte environ 20 000 yuans), tandis que les coûts de traitement représentaient plus de 50 % (taux horaire de la main-d'œuvre CNC d'environ 80 à 150 yuans/heure). Pour la production en petites séries, il est possible d'opter pour un moule en aluminium ou de simplifier la conception structurelle ; pour plus de 100 000 pièces, il est recommandé d'utiliser des plaquettes carbure pour prolonger la durée de vie !
Les produits moulés par injection doivent répondre pleinement aux exigences de conception (dimensions, aspect, etc.) et permettre une production continue et stable. Le marquage du moule, les rapports d'inspection (test de dureté du matériau, par exemple) et les plans techniques doivent être complets.
L'acier du moule (tel que le S136H, le NAK80 et d'autres matériaux importés coûtent plus cher) et le type d'embryon de moule (le coût à court terme du moule en aluminium est faible mais la durée de vie est courte) affectent directement le coût, l'utilisation de la technologie de conception CAO/CAE/FAO, le système de canaux chauds, etc. augmentera l'investissement initial, mais peut améliorer les avantages à long terme (tels que la réduction des carottes, l'augmentation de la capacité de production).


