

Solution complète pour les moules d'injection de contenants cosmétiques
——
Le moulage par injection est la méthode de production la plus courante pour les contenants cosmétiques. Différentes matières premières (PP, PETG, ABS, etc.) sont fondues et injectées dans les empreintes du moule, puis refroidies et durcies pour produire des pièces de contenant (bouchons, canettes, têtes de pompe, tubes de rouge à lèvres, etc.) d'une grande précision et d'une qualité de surface irréprochable. Avec l'exigence croissante d'unicité, de design et de fonctionnalité des emballages cosmétiques, les exigences de conception et de fabrication des moules d'injection, processus clé de leur fabrication, sont de plus en plus élevées.
1. Les moules d'injection doivent prendre en charge des formes complexes et des combinaisons multi-matériaux (par exemple, la co-injection de couches transparentes et colorées) pour répondre aux besoins de production des emballages cosmétiques. KRMOLD adopte la modélisation 3D et l'usinage CNC de précision pour atteindre une précision de l'ordre du micron pour les moules d'injection d'emballages cosmétiques.
2. Les moules d'injection d'emballages cosmétiques doivent réserver de l'espace pour l'intégration de capteurs (par exemple, des emplacements pour puces) et garantir que le processus d'injection n'affecte pas les performances des composants électroniques, et le matériau du moule doit être résistant aux températures élevées et à la corrosion afin d'être adapté au processus de revêtement intelligent.
3. Moule d'injection d'emballage cosmétique utilisant la technologie de polissage miroir pour réduire les défauts de surface des produits d'emballage cosmétique, pour optimiser la pente du moule pour éviter les résidus de matière ; le développement de moules de co-injection multicouches pour réaliser la combinaison d'une couche barrière et d'une couche fonctionnelle.

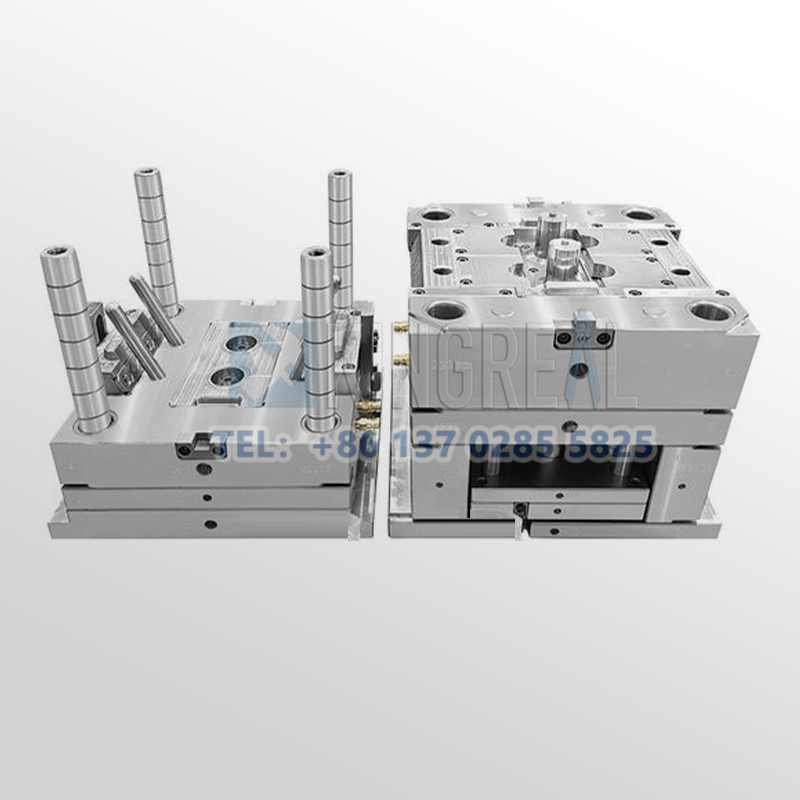
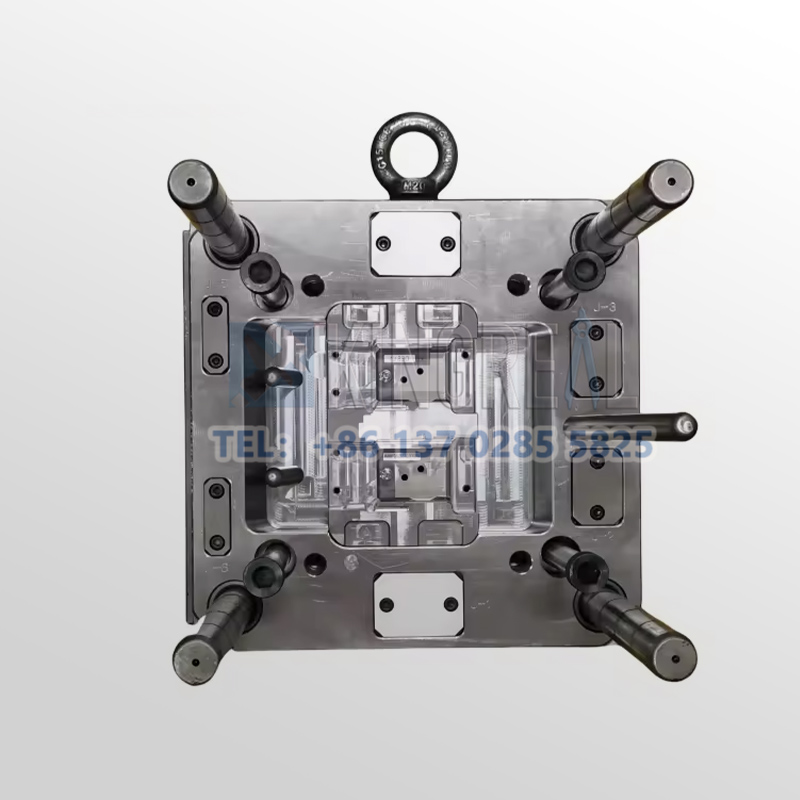
Composants des moules d'injection pour contenants cosmétiques
——
1. Noyau et cavité du moule : les moules d'injection d'emballages cosmétiques sont fabriqués en acier à haute dureté (tel que S136, NAK80) et la surface est polie miroir (Ra ≤ 0,01 μm) pour assurer la brillance des produits. 2 ;
2. Système de coulée : le moule adopte une conception à canaux chauds (pour réduire le matériau froid) et une alimentation en colle de type vanne à aiguille (pour éviter la ligne de fusion) pour garantir que le matériau est rempli uniformément ;
3. Système de refroidissement : le moule d'injection raccourcit le temps de refroidissement et évite la déformation en optimisant la disposition des voies d'eau (voie d'eau suiveuse) ;
4. mécanisme de démoulage : le moule d'injection adopte la structure d'un dessus incliné, d'un curseur, d'un éjecteur pneumatique, etc., qui convient à la demande de démoulage concave ou fileté complexe.

Avantages des moules d'injection pour contenants cosmétiques
——

L'emballage cosmétique exige une grande précision dans la texture de surface (par exemple, le logo en relief) et la structure d'étanchéité (par exemple, le filetage de la tête de pompe). Les moules d'injection KRMOLD doivent être usinés avec des machines-outils à commande numérique (CNC) et la technologie EDM pour atteindre une précision de ± 0,02 mm dans le moule d'injection afin de garantir la cohérence et la fonctionnalité des produits cosmétiques. L'emballage des produits assure la cohérence et la fonctionnalité.

Les moules d'injection KRMOLD sont conçus pour s'adapter à la structure complexe des emballages cosmétiques, tels que les goulots et les corps de flacons courbés. KRMOLD adopte un circuit d'eau de refroidissement à forme adaptée pour optimiser l'efficacité du refroidissement et réduire les risques de déformation. Par exemple, le moule pour le corps de la boîte de conserve pour soins de la peau permet une production en série efficace grâce à sa conception multi-empreintes (1/32), améliorant ainsi l'efficacité de production du produit.

KRMOLD applique des algorithmes d'IA pour optimiser les paramètres d'injection (par exemple, la pression, la température) en temps réel, augmentant le rendement du moulage par injection à 98,5 % ; en même temps, il adopte des capteurs IoT pour surveiller les données d'usure du moule et réduit les temps d'arrêt de plus de 20 % grâce à la maintenance prédictive.
Procédés courants de moulage par injection
——
« Les moules d'injection KRMOLD pour produits d'emballage cosmétique peuvent être conçus en fonction des exigences de production réelles du client, telles que le rendement, les inserts et le laminage, etc. pour réaliser différents processus de moulage par injection. »

Le moulage par insertion est un procédé qui consiste à placer des inserts préfabriqués, tels que du métal, du verre ou de la fibre, dans un moule, puis à les recouvrir de plastique pour former un produit intégré. Ce procédé présente l'avantage d'allier la moulabilité des plastiques à la rigidité des métaux pour créer des structures complexes, tout en réduisant le nombre d'étapes d'assemblage secondaire et en améliorant l'étanchéité et la fiabilité.
Les exemples courants sont les moules d'injection pour les composants de tête de pompe, les moules d'emballage intelligents et les moules structurels décoratifs.

Le moulage par injection bi-injection consiste à injecter des plastiques de couleurs ou de matériaux différents dans le même moule par deux injections afin de former des pièces d'emballage présentant des effets de dégradé, de combinaison de plastique souple et de plastique dur, entre autres. La combinaison de plastiques dur et souple améliore la fonctionnalité et réduit le recours à la pulvérisation, ce qui s'inscrit dans la tendance en faveur de la protection de l'environnement. Exemples courants de moules d'injection pour corps de bouteille à gradient, de moules d'injection mixtes de plastiques souple et dur.
Matériaux couramment utilisés pour le moulage par injection d'emballages cosmétiques
——

1. PP/PE:faible coût, bonne résistance chimique, adapté aux pièces non transparentes telles que les bouchons de bouteilles et les têtes de pompe.
2. PET/PETG: haute transparence et recyclabilité, utilisé pour le corps de la bouteille transparente (méthode en deux étapes requise : embryon de tube de moulage par injection + moulage par soufflage).
3.ABS/AS: équilibre entre la ténacité et la brillance de la surface, adapté aux corps de canettes décorés avec un logo en relief.
Matériaux biosourcés (PLA/PHA) : tendances environnementales, moules à adapter au moulage basse température et acier résistant à la corrosion.
FAQ:
1.Comment obtenir un devis pour des moules d'injection personnalisés ?
Précisez le type de plastique (par exemple, PP, ABS) et les exigences de post-traitement (par exemple, pulvérisation, sérigraphie), et fournissez des plans 2D ou 3D des pièces en plastique. Indiquez également le volume de production, les exigences d'aspect, les normes de tolérance, etc.
2. Combien de temps faut-il pour obtenir un devis pour un moule d'injection ?
En règle générale, nos ingénieurs commencent à préparer le devis dès que le client a fourni l'ensemble des spécifications de production. Cela prend généralement entre 1 et 3 jours.
3. Quel est le délai de livraison des moules d'injection ?
Le délai de fabrication des moules d'injection standard est généralement de 30 à 60 jours, et peut être plus long pour les moules complexes. Par exemple, le délai de fabrication typique des moules en silicone liquide est d'environ 60 jours, couvrant la conception, la fabrication, les tests, etc.
4. Comment garantir la précision dimensionnelle du moule et la cohérence du produit ?
Technologie de traitement de haute précision : des équipements de haute précision tels que les centres d'usinage CNC (CNC) et l'usinage par décharge électrique (EDM) sont utilisés pour optimiser le processus de conception en combinaison avec un logiciel de CAO/FAO.
Contrôle qualité : Inspection des dimensions clés du moule par machine à mesurer tridimensionnelle (MMT) et vérification de plusieurs lots d'échantillons pendant l'étape de moulage d'essai.
Sélection des matériaux : utilisez de l'acier à matrice avec une résistance élevée à l'usure (par exemple H13, S136) et un traitement de surface (par exemple nitruration, chromage) pour les écrous de matrice afin de prolonger la durée de vie.
Précisez le type de plastique (par exemple, PP, ABS) et les exigences de post-traitement (par exemple, pulvérisation, sérigraphie), et fournissez des plans 2D ou 3D des pièces en plastique. Indiquez également le volume de production, les exigences d'aspect, les normes de tolérance, etc.
En règle générale, nos ingénieurs commencent à préparer le devis dès que le client a fourni l'ensemble des spécifications de production. Cela prend généralement entre 1 et 3 jours.
Le délai de fabrication des moules d'injection standard est généralement de 30 à 60 jours, et peut être plus long pour les moules complexes. Par exemple, le délai de fabrication typique des moules en silicone liquide est d'environ 60 jours, couvrant la conception, la fabrication, les tests, etc.
Technologie de traitement de haute précision : des équipements de haute précision tels que les centres d'usinage CNC (CNC) et l'usinage par décharge électrique (EDM) sont utilisés pour optimiser le processus de conception en combinaison avec un logiciel de CAO/FAO. Contrôle qualité : Inspection des dimensions clés du moule par machine à mesurer tridimensionnelle (MMT) et vérification de plusieurs lots d'échantillons pendant l'étape de moulage d'essai. Sélection des matériaux : utilisez de l'acier à matrice avec une résistance élevée à l'usure (par exemple H13, S136) et un traitement de surface (par exemple nitruration, chromage) pour les écrous de matrice afin de prolonger la durée de vie.
Tous les 50 000 moules, vérifiez le pilier de guidage, la goupille d'éjection et les autres pièces d'usure, et nettoyez les résidus de plastique et de rouille à la surface du moule. Utilisez de la graisse haute température pour les pièces coulissantes (par exemple, couvercle basculant, glissière) afin de réduire les pertes par frottement. Assurez-vous que le circuit d'eau est fluide et que la différence de température est ≤ 5 °C afin d'éviter toute fissuration du moule due aux contraintes thermiques.
Le coût des matériaux de moulage représentait environ 30 à 40 % (par exemple, une tonne d'acier P20 coûte environ 20 000 yuans), tandis que les coûts de traitement représentaient plus de 50 % (taux horaire de la main-d'œuvre CNC d'environ 80 à 150 yuans/heure). Pour la production en petites séries, il est possible d'opter pour un moule en aluminium ou de simplifier la conception structurelle ; pour plus de 100 000 pièces, il est recommandé d'utiliser des plaquettes carbure pour prolonger la durée de vie !
Les produits moulés par injection doivent répondre pleinement aux exigences de conception (dimensions, aspect, etc.) et permettre une production continue et stable. Le marquage du moule, les rapports d'inspection (test de dureté du matériau, par exemple) et les plans techniques doivent être complets.
L'acier du moule (tel que le S136H, le NAK80 et d'autres matériaux importés coûtent plus cher) et le type d'embryon de moule (le coût à court terme du moule en aluminium est faible mais la durée de vie est courte) affectent directement le coût, l'utilisation de la technologie de conception CAO/CAE/FAO, le système de canaux chauds, etc. augmentera l'investissement initial, mais peut améliorer les avantages à long terme (tels que la réduction des carottes, l'augmentation de la capacité de production).


