

Qu'est-ce que les moules d'injection de conteneurs à parois minces ?
——
Les moules d'injection pour contenants à parois minces sont des outils de moulage par injection spécialement conçus pour la production de contenants en plastique d'une épaisseur inférieure à 1 mm, aux parois extrêmement fines et présentant un rapport longueur d'écoulement supérieur à 150. On parle également de moulage par injection à parois minces lorsque la matière fondue s'étend du canal d'écoulement principal du moule jusqu'au point le plus éloigné de la cavité, avec un rapport longueur d'écoulement (L)/épaisseur de paroi du contenant (t). Lorsque ce rapport est supérieur à 150, on parle de moulage par injection à parois minces. Le procédé de moulage par injection à parois minces le plus courant est utilisé pour la fabrication de contenants jetables pour restauration rapide et de coques de batteries de téléphones portables à parois minces, avec des épaisseurs de paroi respectives de 0,45 mm et 0,25 mm.
Les contenants à parois minces sont confrontés à des difficultés de remplissage, à une mauvaise évacuation des gaz d'échappement et à la déformation du moule, entre autres difficultés, entraînant une mauvaise qualité et une productivité difficile à améliorer. Grâce à leur structure hautement résistante, à la conception de canaux performants et à un contrôle précis de la température, les moules d'injection à parois minces, entre autres technologies, permettent de réaliser des produits à parois minces en série de haute qualité et répondent aux besoins de production et de fabrication des industries agroalimentaire, médicale, électronique et autres.

Comment concevoir un moule d'injection pour des conteneurs à parois minces ?
——

KRMOLD dans la production de récipients à parois minces pour la production de moules d'injection doit généralement utiliser de l'acier à haute teneur en carbone chromé SUJ2, sa dureté Rockwell peut atteindre HRC ≥ 55 acier, le traitement thermique du moule d'injection en acier d'origine afin de résister à une pression élevée de plus de 200 MPa et à une injection à grande vitesse de plus de 200 mm / s de l'impact.

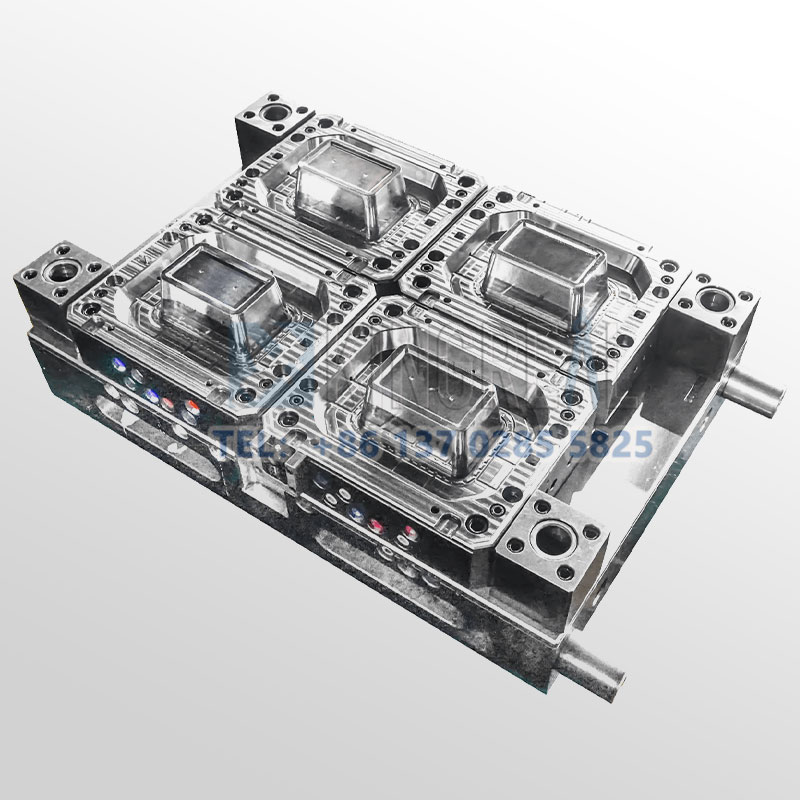
Le moule d'injection pour contenants à parois minces adopte la technologie des canaux chauds et un obturateur séquentiel (SVG) pour garantir un remplissage rapide de la cavité par la matière fondue et réduire les pertes de matière. Le moulage par injection de contenants à parois minces est sujet à l'épuisement dû à l'air emprisonné. Il est donc nécessaire de prévoir des fentes d'échappement à plusieurs étages sur la surface de joint et en fin de remplissage. Le système de refroidissement doit également répartir uniformément le circuit d'eau afin d'éviter les déformations dues aux contraintes résiduelles.

Moule d'injection à parois minces avec rainures d'échappement multi-étages. La surface de séparation principale forme une rainure d'échappement primaire et secondaire, remplissant l'extrémité inférieure du coulisseau supplémentaire sur tout le cercle d'échappement. Des tendons annulaires profonds sont insérés dans le sous-trépan à l'aide d'inserts pour faciliter l'échappement et éviter la combustion des gaz emprisonnés. Une disposition uniforme de l'eau de refroidissement est requise : un circuit d'eau en spirale de 6 mm de diamètre, réparti uniformément à 12 mm de la surface de la cavité. Pour les cavités profondes, des circuits de refroidissement sont installés indépendamment dans le noyau mobile du moule, le coulisseau et d'autres zones.
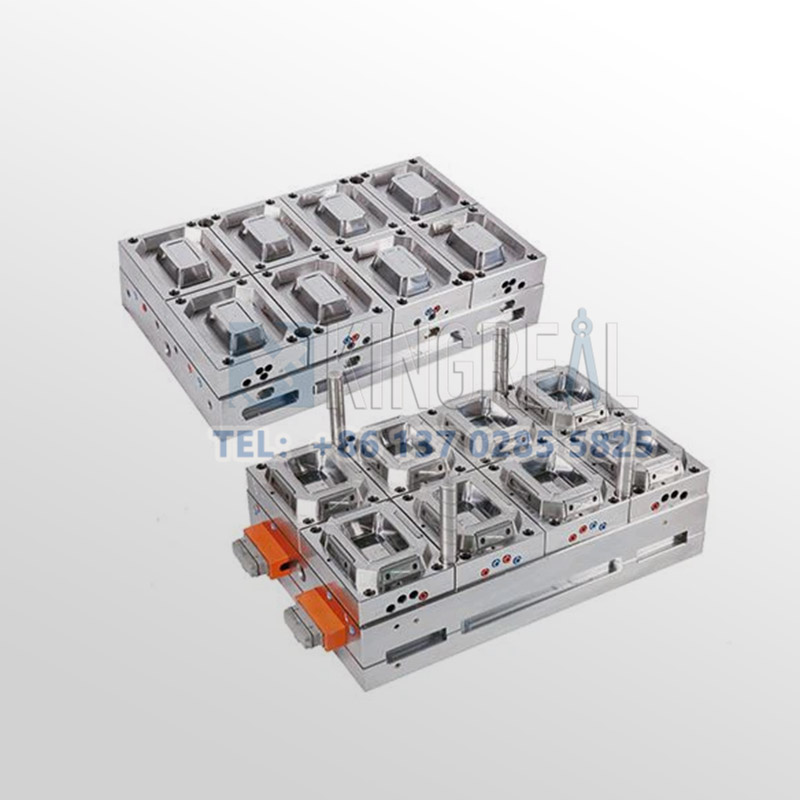
Pour les cavités profondes à parois minces et les faibles pentes de démoulage, les moules d'injection doivent être conçus avec un mécanisme de tirage du noyau prioritaire et un mécanisme de tirage latéral du noyau coulissant. L'utilisation de broches d'éjection supplémentaires garantit la stabilité du démoulage et évite ainsi la déformation des produits à parois minces, susceptible d'entraîner des difficultés de démoulage.
Fabrication de moules d'emballage à parois minces
——

Le moule d'injection d'emballage à paroi mince adopte un traitement CNC d'acier poli ou de carbure et d'autres mandrins à haute dureté pour assurer la finition de surface des pièces pré-moulées pendant l'injection, et la cavité du moule est traitée par une machine-outil CNC à 5 axes avec une précision de ± 0,005 mm, ce qui peut satisfaire la demande de moulage de récipients à paroi mince avec une épaisseur de paroi ≤ 1 mm.
La surface de séparation adopte un fraisage CNC avec usinage par décharge électrique (EDM) pour assurer l'étanchéité d'un espace ≤ 0,02 mm lors de la fermeture pour éviter les bords volants, et une rainure d'échappement à plusieurs étages (profondeur 0,03-0,3 mm) est traitée à la fin du remplissage pour réaliser le canal d'échappement précis grâce à la gravure CNC.

KRMOLD utilise une commande numérique par ordinateur (CNC) à grande vitesse pour usiner le trou intérieur de la plaque à canaux chauds du moule d'injection. La tolérance du diamètre du trou est contrôlée à ± 0,01 mm, ce qui est adapté au remplissage segmentaire de la vanne séquentielle (SVG). La zone d'injection est réalisée par micro-outil pour sculpter la vanne immergée. L'angle est contrôlé entre 30° et 45°. Le circuit d'eau de refroidissement hélicoïdal usiné CNC est réparti uniformément à 12 mm de la surface de la cavité. L'association d'inserts en alliage de béryllium-cuivre améliore l'efficacité du refroidissement local et garantit une fusion efficace. L'association d'inserts en alliage de béryllium-cuivre améliore l'efficacité du refroidissement local et garantit un remplissage rapide de la zone à parois minces par la matière fondue.

Les quatre côtés du coulisseau sont usinés par fraisage CNC avec usinage au fil. La tolérance du diamètre du trou du pilier de guidage diagonal est de ± 0,01 mm afin de garantir la stabilité du tirage latéral du noyau. Le fond du coulisseau est également doté de rainures d'échappement circulaires de 0,3 mm de profondeur pour éviter que les parois minces ne soient piégées par les gaz brûlés. Le trou de l'éjecteur est percé par perçage profond et sa surface est chromée dure pour réduire les frottements lors du démoulage.
Comment garantir la qualité du moule d'injection de conteneurs à parois minces ?
——
1. Inspection et correction en ligne
Contrôle des dimensions de l'empreinte du moule d'injection à l'aide d'une machine à mesurer tridimensionnelle (MMT) et correction locale de la décharge pour les zones à parois minces. Simulation du processus d'injection par un essai de pression pour vérifier l'étanchéité et la résistance du moule.
2. Optimisation des paramètres du moule d'essai
KRMOLD organise le moulage d'essai du moule d'injection en atelier, en s'appuyant sur le contrôle de pression segmenté du procédé IBM. La première pression de maintien est de 80 à 90 % de la pression d'injection afin de garantir un remplissage complet des parois minces. La température d'éjection est surveillée afin d'éviter que la broche d'éjection ne raye le produit.
Moule d'injection pour récipients à parois minces
——

1. Pare-chocs avant d'automobile
Le moule d'injection de pare-chocs avant d'automobile est fabriqué en matériau PP+EPDM-T20, avec une épaisseur de paroi mince et un rapport de longueur d'écoulement élevé grâce à la technologie de surface de séparation interne et au canal chaud de soupape séquentielle à 8 points pour contrôler la marque de fusion.
Moule d'injection de boîte à lunch jetable en matériau PP, épaisseur de paroi de seulement 0,45 à 1,2 mm, utilisation de canaux chauds et d'inserts en alliage cuivre-béryllium pour accélérer le refroidissement, cycle de moulage ≤ 5 secondes.
3. Coque d'équipement électronique
Production de moules d'injection de coques d'équipements électroniques de produits à parois minces d'une épaisseur de paroi aussi faible que 0,25 mm, utilisation de matériaux PC ou ABS à haut débit, aucune marque de retrait sur la surface.
FAQ:
1.Comment obtenir un devis pour des moules d'injection personnalisés ?
Précisez le type de plastique (par exemple, PP, ABS) et les exigences de post-traitement (par exemple, pulvérisation, sérigraphie), et fournissez des plans 2D ou 3D des pièces en plastique. Indiquez également le volume de production, les exigences d'aspect, les normes de tolérance, etc.
Précisez le type de plastique (par exemple, PP, ABS) et les exigences de post-traitement (par exemple, pulvérisation, sérigraphie), et fournissez des plans 2D ou 3D des pièces en plastique. Indiquez également le volume de production, les exigences d'aspect, les normes de tolérance, etc.
En règle générale, nos ingénieurs commencent à préparer le devis dès que le client a fourni l'ensemble des spécifications de production. Cela prend généralement entre 1 et 3 jours.
Le délai de fabrication des moules d'injection standard est généralement de 30 à 60 jours, et peut être plus long pour les moules complexes. Par exemple, le délai de fabrication typique des moules en silicone liquide est d'environ 60 jours, couvrant la conception, la fabrication, les tests, etc.
Technologie de traitement de haute précision : des équipements de haute précision tels que les centres d'usinage CNC (CNC) et l'usinage par décharge électrique (EDM) sont utilisés pour optimiser le processus de conception en combinaison avec un logiciel de CAO/FAO. Contrôle qualité : Inspection des dimensions clés du moule par machine à mesurer tridimensionnelle (MMT) et vérification de plusieurs lots d'échantillons pendant l'étape de moulage d'essai. Sélection des matériaux : utilisez de l'acier à matrice avec une résistance élevée à l'usure (par exemple H13, S136) et un traitement de surface (par exemple nitruration, chromage) pour les écrous de matrice afin de prolonger la durée de vie.
Tous les 50 000 moules, vérifiez le pilier de guidage, la goupille d'éjection et les autres pièces d'usure, et nettoyez les résidus de plastique et de rouille à la surface du moule. Utilisez de la graisse haute température pour les pièces coulissantes (par exemple, couvercle basculant, glissière) afin de réduire les pertes par frottement. Assurez-vous que le circuit d'eau est fluide et que la différence de température est ≤ 5 °C afin d'éviter toute fissuration du moule due aux contraintes thermiques.
Le coût des matériaux de moulage représentait environ 30 à 40 % (par exemple, une tonne d'acier P20 coûte environ 20 000 yuans), tandis que les coûts de traitement représentaient plus de 50 % (taux horaire de la main-d'œuvre CNC d'environ 80 à 150 yuans/heure). Pour la production en petites séries, il est possible d'opter pour un moule en aluminium ou de simplifier la conception structurelle ; pour plus de 100 000 pièces, il est recommandé d'utiliser des plaquettes carbure pour prolonger la durée de vie !
Les produits moulés par injection doivent répondre pleinement aux exigences de conception (dimensions, aspect, etc.) et permettre une production continue et stable. Le marquage du moule, les rapports d'inspection (test de dureté du matériau, par exemple) et les plans techniques doivent être complets.
L'acier du moule (tel que le S136H, le NAK80 et d'autres matériaux importés coûtent plus cher) et le type d'embryon de moule (le coût à court terme du moule en aluminium est faible mais la durée de vie est courte) affectent directement le coût, l'utilisation de la technologie de conception CAO/CAE/FAO, le système de canaux chauds, etc. augmentera l'investissement initial, mais peut améliorer les avantages à long terme (tels que la réduction des carottes, l'augmentation de la capacité de production).


