

Description du moule d'injection pour pales de ventilateur en plastique
——
Les moules d'injection pour pales de ventilateur en plastique sont au cœur de la fabrication de précision, déterminant les performances et la qualité des pales.
KRMOLD propose à ses clients des moules d'injection pour pales de ventilateur en plastique. De la conception à la fabrication, ces moules de haute précision garantissent des dimensions de pale constantes et un flux d'air optimal.
Le moule d'injection personnalisé pour pales de ventilateur en plastique peut répondre aux besoins de production de différents clients pour des pales de ventilateur de tailles, de formes et de conceptions variées, répondant ainsi aux exigences spécifiques de différentes industries.

Paramètres du moule d'injection pour pales de ventilateur en plastique
——
| Nom du moule : | moule d'injection pour pales de ventilateur en plastique |
| Taille du produit : | 300 x 300 x 180 mm (Personnalisable) |
| Description du produit : | Pale de ventilateur |
| Cavité du moule : | 1 cavité |
| Taille du moule : | 800 x 800 x 680 mm (Personnalisable) |
| Machine adaptée : | DKM-650 tonnes |
| Matériau principal du moule : | S136 |
| Système d'injection de moule : | Coureur à chaud |
| Système d'éjection du moule : | Plaque d'éjection |
| Durée du cycle de moulage : | 20 secondes |
| Durée de fonctionnement du moule : | 1 M |
| Caractéristiques du moule : | Mouvements à plusieurs curseurs, haute précision et équilibrage testé. |
Considérations clés relatives à la conception des moules d'injection pour pales de ventilateur en plastique
——
Lors de la conception d'un moule d'injection pour pale de ventilateur en plastique, la première étape consiste à s'assurer que le moule peut épouser la forme spécifique de la pale. Cette étape est généralement réalisée à l'aide d'un logiciel de CAO. Les principaux facteurs à prendre en compte lors de la conception sont le retrait du plastique, les effets du refroidissement et le décollement de la pale par rapport à la paroi du moule.
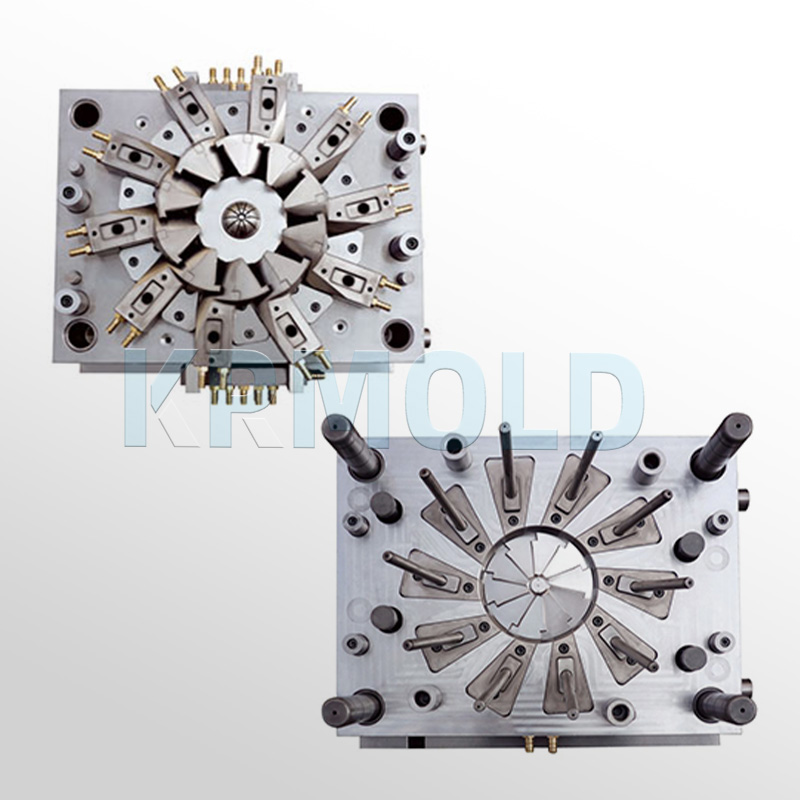
Le choix de la méthode d'éjection est également crucial. Les méthodes d'éjection courantes pour les moules d'injection de pales de ventilateur en plastique comprennent l'éjection rotative et l'extraction de noyau par plusieurs coulisseaux. Ce moule utilise un mécanisme d'extraction de noyau à trois coulisseaux doté de caractéristiques uniques : un éjecteur à vérin hydraulique, un mécanisme à plaque de poussée, une goupille coudée et un mécanisme d'extraction de noyau retardée.
Ce moule d'injection pour pale de ventilateur en plastique, utilisé pour le connecteur de la pale, présente des fonctions internes complexes et six directions d'extraction en forme d'arc. Les glissières classiques étant difficiles à éjecter, le mécanisme d'extraction à plusieurs noyaux s'avère un élément clé.
Le produit présente une forme concave, avec un petit volume extérieur et un grand volume intérieur. Le mécanisme d'extraction à trois glissières du noyau assure l'éjection séquentielle des glissières.
● Agencement du moule et système d'alimentation pour moule d'injection de pales de ventilateur en plastique
Cette pale de ventilateur est quasi circulaire et comporte cinq pales régulièrement espacées sur son pourtour. En raison de contraintes d'encombrement, la cavité du moule adopte une configuration 1×1 et le matériau de base du moule est du FAI 4545 A60 B60 C135.
Pour obtenir la forme requise des pales, le moule utilise un système d'injection à points d'injection. Compte tenu de ses grandes dimensions, cinq points d'injection sont nécessaires. Chaque buse est située près du bord du dôme central, directement au contact de chaque pale.
Un système d'alimentation équilibré assure une répartition uniforme du matériau, ce qui est crucial pour une taille et un poids constants sur chaque pale.
● Structure du moule et système de refroidissement pour moule d'injection de pales de ventilateur en plastique
Ce moule d'injection pour pales de ventilateur en plastique présente une structure simple, sans glissières complexes ni mécanismes d'inclinaison. Sa conception et son processus de fabrication sont axés sur l'équilibre. Le système de refroidissement, lui aussi équilibré, est intégré entre les plaques avant et arrière et comporte de larges canaux de refroidissement circulaires et des joints d'étanchéité. Des thermocouples sont stratégiquement placés sur les plaques A et B pour la surveillance et le contrôle de la température.
● Usinage et assemblage de précision pour moule d'injection de pales de ventilateur en plastique
L'équilibre est crucial dans la conception et la fabrication des moules d'injection pour pales de ventilateur en plastique. Des outils de haute qualité et des pales neuves sont utilisés pour l'usinage à grande vitesse des noyaux avant et arrière du moule afin de garantir une forme et des tolérances dimensionnelles constantes pour chaque pale.
Après un usinage de précision, un contrôle tridimensionnel est indispensable pour garantir un assemblage précis. Un bridage rapide est essentiel à la production efficace de pales de ventilateur en plastique par injection. Ce moule utilise un système de bridage rapide mécanique, avec des rainures en V sur les plateaux fixe et mobile, assurant des tolérances serrées sur la largeur, l'angle et l'épaisseur des plateaux.
Différents types de moules d'injection pour pales de ventilateur en plastique
——
● Moules pour ventilateurs à flux axial
Ce moule d'injection pour pales de ventilateur en plastique comporte plusieurs pales incurvées autour d'un moyeu central, générant un flux d'air parallèle à l'axe de rotation. Grâce à une conception optimisée, les moules pour ventilateurs axiaux permettent de contrôler efficacement la vitesse de l'air et de créer un vortex contribuant au refroidissement des systèmes mécaniques.
● Moules pour ventilateurs centrifuges
Les moules des ventilateurs centrifuges sont dotés de pales incurvées, générant un flux d'air perpendiculaire à l'axe de rotation. Ceci augmente la pression de l'air, répond aux exigences aérodynamiques et améliore le rendement de rotation.
● Moules pour ventilateurs à flux croisé
Ce moule d'injection pour pales de ventilateur en plastique sert à fabriquer des ventilateurs à flux transversal, où le flux d'air est généré par une ouverture étroite perpendiculaire à l'axe de rotation. La conception des pales est cruciale : elle influence la direction, la vitesse et la pression du flux d'air. Ajuster la courbure et l'angle des pales permet d'optimiser l'organisation et les performances du flux d'air.
La description ci-dessus démontre l'importance de la conception, de l'agencement, de la structure et du traitement des moules d'injection pour pales de ventilateur en plastique, ainsi que les scénarios applicables pour différents types de moules d'injection pour pales de ventilateur en plastique.
Moules d'injection pour pales de ventilateur en plastique de différents matériaux
——
Le choix du matériau pour le moule d'injection des pales de ventilateur en plastique est crucial pour les performances et la durée de vie du produit final. L'ABS et le PP sont des matériaux couramment utilisés pour ce type de moule ; ils offrent tous deux une excellente résistance à la fatigue et conviennent à la production de pales de ventilateur haute performance.
● Moule par injection pour pale de ventilateur en plastique ABS
L'ABS (acrylonitrile butadiène styrène) est un matériau plastique couramment utilisé, réputé pour son excellente fluidité et ses propriétés de mise en œuvre. Comparé à d'autres matériaux, l'ABS possède un indice de fluidité plus élevé et une meilleure fluidité, ce qui facilite le remplissage de moules aux formes complexes, notamment pour la fabrication de pales de ventilateur par injection.
Cependant, l'ABS présente une résistance au vieillissement relativement faible, et une exposition prolongée aux UV ou à des températures élevées peut entraîner une dégradation de ses performances. Par conséquent, lors de la conception de moules d'injection pour pales de ventilateur en plastique, il est important de prendre en compte l'environnement d'utilisation afin de garantir la durabilité et la fiabilité de ces moules.
● Moule d'injection pour pale de ventilateur en plastique PP
Le PP (polypropylène) est un plastique léger, robuste et chimiquement stable. Les pales de ventilateur en PP moulées par injection présentent également une excellente résistance à la fatigue, ce qui les rend adaptées à une utilisation intensive.
Bien que le PP ait une résistance thermique moyenne d'environ 80 °C, il offre une meilleure résistance chimique et aux chocs que l'ABS dans certaines applications.
● Moule par injection pour pales de ventilateur en plastique PC + ABS
Outre les options à matériau unique, une combinaison de PC (polycarbonate) et d'ABS (PC + ABS) est également devenue un choix populaire.
Ce matériau composite associe la haute résistance à la chaleur du PC aux excellentes propriétés de transformation de l'ABS, offrant ainsi des avantages considérables en termes de performances.
Le polycarbonate (PC) offre une résistance à la chaleur jusqu'à 130 °C, ce qui le rend idéal pour les environnements exigeant des températures élevées. Son association avec l'ABS renforce la solidité et la robustesse du moule d'injection de la pale de ventilateur en plastique, améliorant ainsi la durée de vie et la stabilité du produit.
Applications du moule d'injection pour pales de ventilateur en plastique
——
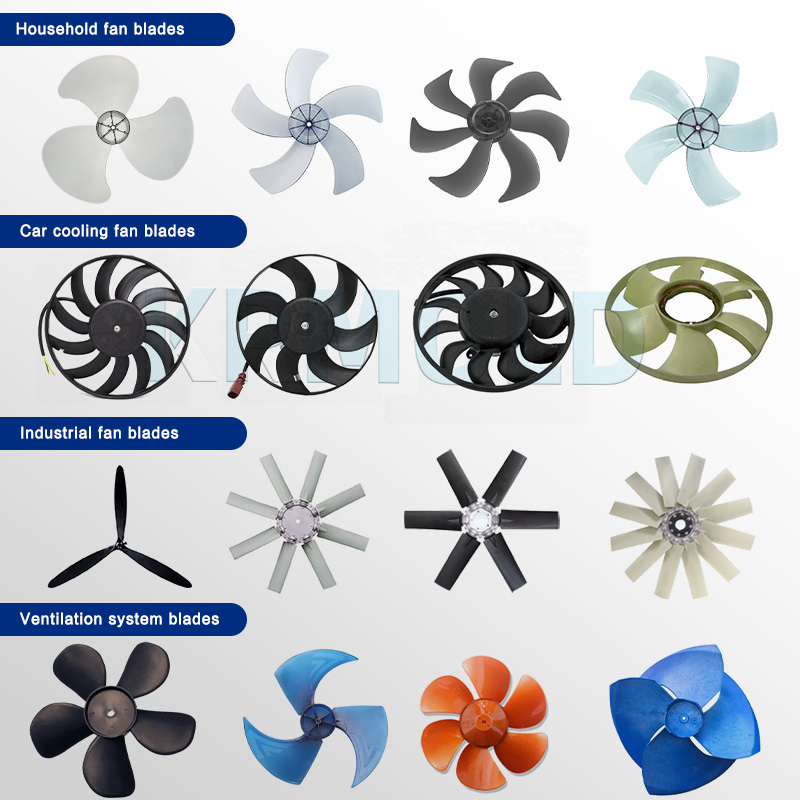
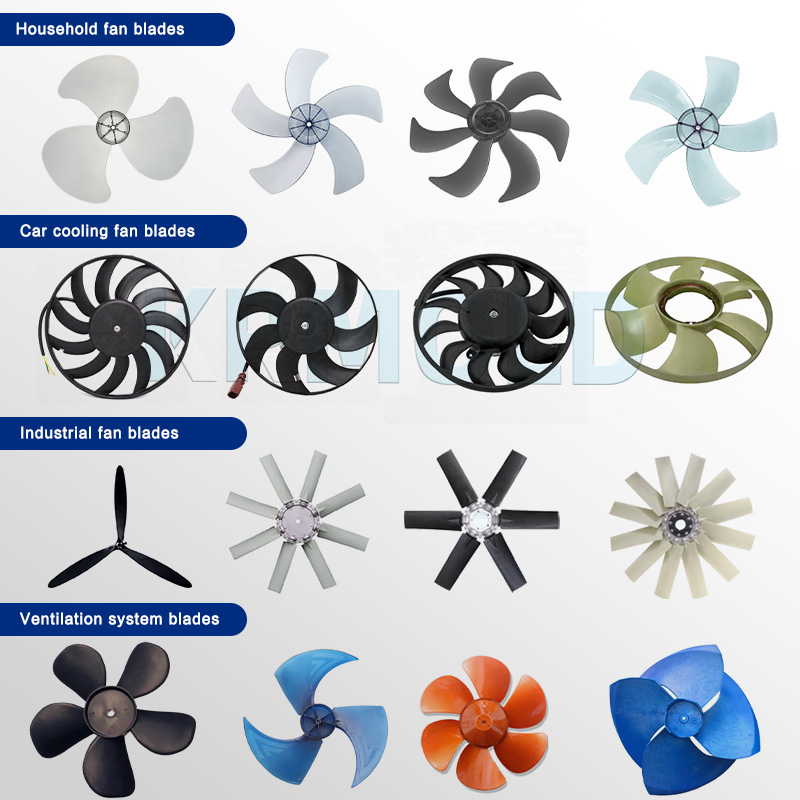
Les moules d'injection pour pales de ventilateur en plastique sont utilisés dans diverses industries nécessitant une circulation d'air et une ventilation, les applications courantes étant les suivantes :
Appareils électroménagers : notamment réfrigérateurs, purificateurs d’air, circulateurs d’air et ventilateurs d’extraction.
Refroidissement électronique : y compris les composants électroniques des serveurs, les alimentations et les boîtiers d’équipements électroniques.
Refroidissement automobile : ventilateurs de refroidissement moteur, systèmes de climatisation et autres applications de refroidissement de véhicules.
Ventilation industrielle : évacuation des gaz nocifs et promotion de la circulation de l'air.
Systèmes CVC : utilisés dans la production de ventilateurs pour systèmes CVC.

FAQ relatives au moulage par injection des pales de ventilateur en plastique
——
1. Quels travaux spécifiques seront effectués après la signature du contrat de moule d'injection pour les pales de ventilateur en plastique ?
1) Après la signature du contrat, nous examinerons d'abord avec le client le moule d'injection de pale de ventilateur en plastique afin de discuter des exigences spécifiques du moule d'injection de pale de ventilateur en plastique et de finaliser la conception.
2) L'approvisionnement en matériaux sera effectué simultanément à la conception du moule d'injection des pales de ventilateur en plastique.
3) Le temps de production du moule d'injection de pale de ventilateur en plastique variera en fonction de la taille et de la complexité du moule d'injection de pale de ventilateur en plastique.
4) Essais et tests de moules d'injection pour pales de ventilateur en plastique.
5) Si des problèmes sont détectés après l'essai T1, le moule d'injection de la pale de ventilateur en plastique sera réparé puis testé à nouveau lors de l'essai T2. Généralement, trois essais sont nécessaires pour satisfaire aux exigences.
2. Comment puis-je obtenir un devis ?
Pour obtenir un devis détaillé dans les meilleurs délais et faciliter notre travail, veuillez fournir les informations suivantes lors de votre demande.
1) Étapes 3D pour les documents et les dessins 2D
2) Besoins en matériel
3) Traitement de surface
4) Quantité (par commande/mois/an)
5) Toutes exigences ou demandes particulières, telles que l'emballage, l'étiquetage, la livraison, etc.
3. Comment garantissez-vous la qualité des moules d'injection pour pales de ventilateur en plastique ?
1) KRMOLD dispose d'une norme d'inspection des moules très complète, d'un ensemble complet de systèmes d'inspection des moules stricts et d'une excellente équipe d'inspection.
2) KRMOLD peut fournir des rapports d'inspection pour tous les matériaux de moules d'injection de pales de ventilateur en plastique et une preuve d'achat.
4. Votre entreprise propose-t-elle des services de conception de produits ?
1) Absolument. KRMOLD a aidé d'innombrables clients d'Europe et d'Amérique du Nord à inventer de nouveaux produits.
2) Il vous suffit de nous fournir vos exigences, qui peuvent se limiter à une seule image ou à quelques croquis, et nos ingénieurs travailleront avec vous.
3) KRMOLD signera un accord de confidentialité et un accord de propriété intellectuelle avec vous.
Précisez le type de plastique (par exemple, PP, ABS) et les exigences de post-traitement (par exemple, pulvérisation, sérigraphie), et fournissez des plans 2D ou 3D des pièces en plastique. Indiquez également le volume de production, les exigences d'aspect, les normes de tolérance, etc.
En règle générale, nos ingénieurs commencent à préparer le devis dès que le client a fourni l'ensemble des spécifications de production. Cela prend généralement entre 1 et 3 jours.
Le délai de fabrication des moules d'injection standard est généralement de 30 à 60 jours, et peut être plus long pour les moules complexes. Par exemple, le délai de fabrication typique des moules en silicone liquide est d'environ 60 jours, couvrant la conception, la fabrication, les tests, etc.
Technologie de traitement de haute précision : des équipements de haute précision tels que les centres d'usinage CNC (CNC) et l'usinage par décharge électrique (EDM) sont utilisés pour optimiser le processus de conception en combinaison avec un logiciel de CAO/FAO. Contrôle qualité : Inspection des dimensions clés du moule par machine à mesurer tridimensionnelle (MMT) et vérification de plusieurs lots d'échantillons pendant l'étape de moulage d'essai. Sélection des matériaux : utilisez de l'acier à matrice avec une résistance élevée à l'usure (par exemple H13, S136) et un traitement de surface (par exemple nitruration, chromage) pour les écrous de matrice afin de prolonger la durée de vie.
Tous les 50 000 moules, vérifiez le pilier de guidage, la goupille d'éjection et les autres pièces d'usure, et nettoyez les résidus de plastique et de rouille à la surface du moule. Utilisez de la graisse haute température pour les pièces coulissantes (par exemple, couvercle basculant, glissière) afin de réduire les pertes par frottement. Assurez-vous que le circuit d'eau est fluide et que la différence de température est ≤ 5 °C afin d'éviter toute fissuration du moule due aux contraintes thermiques.
Le coût des matériaux de moulage représentait environ 30 à 40 % (par exemple, une tonne d'acier P20 coûte environ 20 000 yuans), tandis que les coûts de traitement représentaient plus de 50 % (taux horaire de la main-d'œuvre CNC d'environ 80 à 150 yuans/heure). Pour la production en petites séries, il est possible d'opter pour un moule en aluminium ou de simplifier la conception structurelle ; pour plus de 100 000 pièces, il est recommandé d'utiliser des plaquettes carbure pour prolonger la durée de vie !
Les produits moulés par injection doivent répondre pleinement aux exigences de conception (dimensions, aspect, etc.) et permettre une production continue et stable. Le marquage du moule, les rapports d'inspection (test de dureté du matériau, par exemple) et les plans techniques doivent être complets.
L'acier du moule (tel que le S136H, le NAK80 et d'autres matériaux importés coûtent plus cher) et le type d'embryon de moule (le coût à court terme du moule en aluminium est faible mais la durée de vie est courte) affectent directement le coût, l'utilisation de la technologie de conception CAO/CAE/FAO, le système de canaux chauds, etc. augmentera l'investissement initial, mais peut améliorer les avantages à long terme (tels que la réduction des carottes, l'augmentation de la capacité de production).


