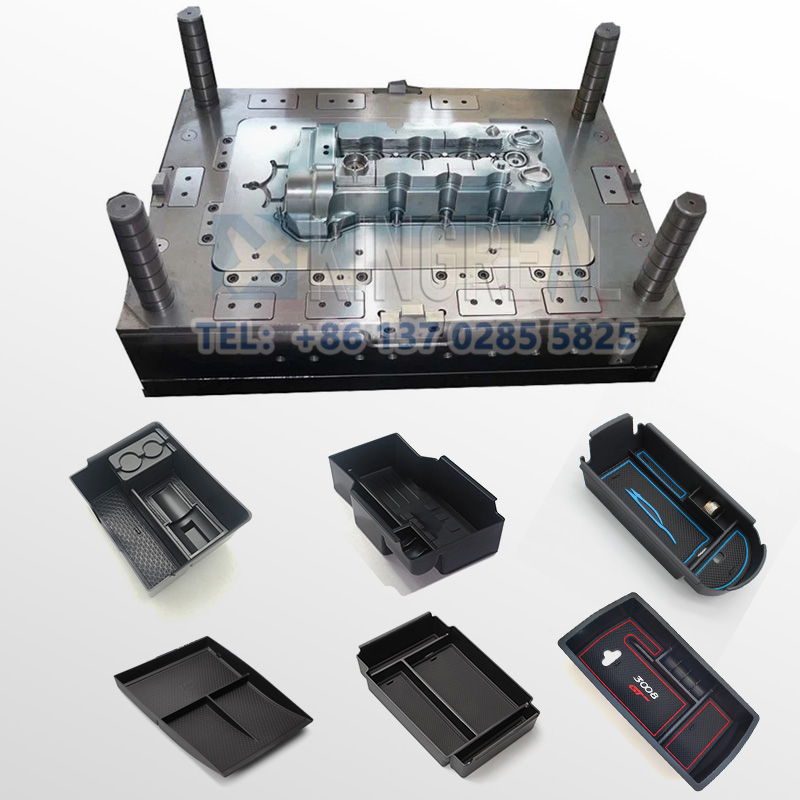


Moule d'injection spécifique pour boîte à gants automobile
——
| Base du moule | LKM, HASCO, DME ou autre |
| Matériau du moule | P20, 718, 8407, Nak80, H13, S136, DIN 1.2738, DINT |
| Standard | HASCO, DME, MISUMI, PUNCH |
| Matériau de la boîte à gants automatique | PC/ABS, ABS, PC, PVC, PA66, POM ou selon vos besoins |
| Coureur | Coureur froid/chaud |
| Taille des produits de type portail | Porte latérale, sous-porte, porte à point précis, porte de bord, etc. |
| cavité de moule | Moules à cavité unique / Moules familiaux / Moules à cavités multiples |
| Taille de la boîte à gants automatique (pouces) | 40*22*15 cm |
| Processus | Moulage par injection |
Description du moule d'injection pour boîte à gants automobile
——
Le moule d'injection pour boîtes à gants automobiles produit des pièces destinées au stockage en injectant du plastique fondu dans la cavité du moule et en le moulant dans une forme spécifique après refroidissement. L'esthétique, la durabilité et la fonctionnalité sont primordiales. Le moule d'injection pour boîtes à gants automobiles est un outil essentiel pour la fabrication d'intérieurs automobiles. Sa conception et sa fabrication influencent directement la qualité, le coût et l'efficacité de production des pièces automobiles, et jouent un rôle clé dans l'évaluation du coût global de l'industrie automobile.
Les moules d'injection pour boîtes à gants, tableaux de bord, habillages de portières, sièges et toits automobiles sont les produits les plus populaires pour le moulage par injection d'intérieurs automobiles. Face aux besoins de développement de l'industrie automobile, différents types de modèles de véhicules doivent être adaptés à différents types de moules d'injection pour le moulage par injection en série afin de produire des pièces plastiques pour l'intérieur des véhicules.

Composant du moule d'injection de la boîte à gants centrale
——
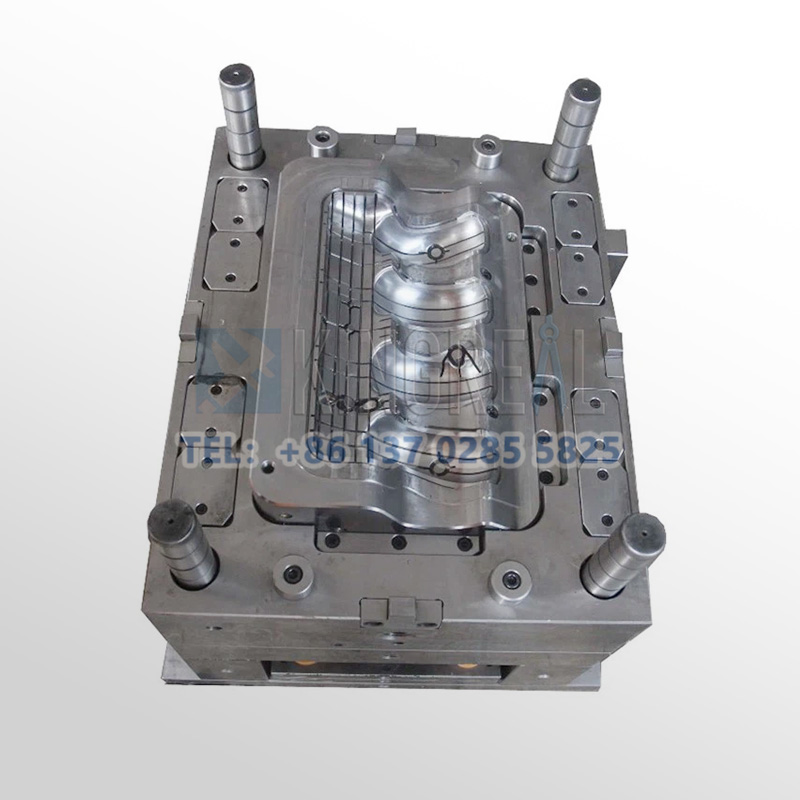
1. Cavité du moule d'injection (cavité et noyau) : la partie centrale qui détermine la forme de la boîte à gants, généralement en acier à haute dureté (tel que P20, H13).
2. Moule d'injection pour système de coulée de gants de voiture (Runner & Gate) : contrôle le flux de plastique dans la cavité, ce qui affecte directement la qualité du moulage.
3. Système de refroidissement du moule d'injection de boîte à gants automobile : circuit d'eau intégré pour assurer un refroidissement uniforme, réduire la déformation et raccourcir le cycle de production.
4. Système d'éjection de moule d'injection de boîte à gants automobile : utilisé pour le démoulage afin d'éviter d'endommager les pièces.
5. Moule d'injection de boîte à gants centrale Structure supérieure coulissante/inclinée : gère les géométries encastrées ou complexes à l'intérieur de la boîte à gants.
Processus de fabrication du moule d'injection pour boîte à gants centrale
——

Selon les exigences de production réelles du client, telles que les exigences fonctionnelles de la boîte à gants, les matières premières, les exigences de traitement de surface et le rendement de production, etc., le modèle 3D de la boîte à gants automobile est construit à l'aide d'un logiciel de CAO pour garantir qu'il correspond à la structure de l'ensemble du tableau de bord du véhicule.
Ensuite, nous devons concevoir la ligne de séparation du moule d'injection de la boîte à gants centrale pour assurer un démoulage en douceur et sans bords volants, et simuler l'écoulement du plastique via un logiciel (par exemple Moldflow) pour prédire le remplissage irrégulier, la ligne de fusion, les marques de retrait et d'autres problèmes.

Les empreintes et les noyaux du moule d'injection de la boîte à gants centrale sont usinés sur des machines-outils CNC 5 axes. Le système de coulée (canal d'écoulement principal, collecteur, vanne) et le circuit de refroidissement sont également usinés pour assurer un remplissage et un refroidissement uniformes. L'électroérosion permet ensuite d'usiner les géométries complexes des moules d'injection difficiles à mouler par CNC (par exemple, rainures profondes, angles vifs), de corroder l'acier par décharge d'électrode et d'usiner des inserts de précision ou des petits trous par usinage au fil.

KRMOLD dispose de machines de moulage par injection de renommée internationale, qui sont utilisées pour effectuer le processus de test de qualité du débogage du moule d'essai pour les moules d'injection fabriqués par KRMOLD, et pour vérifier les dimensions des pièces de moule d'essai du moule d'injection de la boîte à gants centrale. Les pièces de test du moule d'injection de la boîte à gants centrale sont testées pour les dimensions, l'apparence et la fonctionnalité, telles que la douceur de l'ouverture et de la fermeture.
Procédés courants de moulage par injection
——
Notre avantage

Moule d'injection Double ShotLa boîte à gants est utilisée pour la fabrication de composants composites, tels que l'ABS résistant à l'usure sur la couche extérieure et le TPE souple sur la couche intérieure de la structure d'amortissement, ou pour la combinaison de différentes couleurs afin de répondre aux exigences esthétiques de l'intérieur. Le procédé de moulage par injection multi-matériaux permet de réduire les étapes d'assemblage des pièces intérieures automobiles et d'améliorer leur intégration fonctionnelle.

Décoration dans le mouleintègreDes films pré-imprimés (par exemple, grain de bois, texture fibre de carbone) sont insérés dans la cavité du moule lors du moulage par injection, puis moulés directement sur la surface de la boîte à gants, évitant ainsi les étapes de post-traitement. Ils peuvent être utilisés pour améliorer la résistance à l'usure et l'effet décoratif des pièces intérieures automobiles, répondant ainsi aux exigences des modèles de luxe.

Injection assistée par gazinjecte du gaz à haute pression dans le processus d'injection pour pousser le plastique fondu pour remplir la zone à paroi mince, résolvant le problème du remplissage insuffisant de la structure complexe de la boîte à gants (comme les barres d'armature). L'injection assistée par gaz peut aider les pièces en plastique automobiles à réduire le gaspillage de matériaux et à réduire les contraintes internes.
Pourquoi nous choisir?
——
1. Service complet à guichet unique
Nous fournissons un service complet, depuis l'intégration des exigences, la conception et la fabrication des moules jusqu'à la livraison et le service après-vente.
L'équipe technique est pleinement impliquée dès la conception du produit client, optimisant la structure du moule et concevant les plans du moule grâce à des logiciels d'analyse de flux de moulage (tels qu'Autodesk Moldflow et UGNX). L'entreprise est équipée de machines CNC importées, d'une machine de découpe au fil Shadick, d'un équipement de déchargement de miroir et d'autres équipements de traitement de précision pour atteindre une précision de ± 0,02 mm.
Nous disposons d'un atelier intelligent à grande échelle pour prendre en charge les traitements secondaires tels que la sérigraphie, le soudage, la pulvérisation, etc. Nous appliquons strictement le système de qualité ISO13485 et IATF16949 ; en attendant, nous fournissons un transport gratuit, un entretien régulier des moules et un service de garantie d'un an.
2. Système complet de contrôle de qualité
Notre atelier de production complet utilise des centres d'usinage cinq axes Makino, des presses à injecter haïtiennes et d'autres équipements reconnus en Chine et à l'étranger pour éviter les retards de production. Grâce à une machine à mesurer tridimensionnelle (MMT), un instrument d'inspection tridimensionnelle, nous contrôlons intégralement les dimensions clés et appliquons le cycle de gestion de la qualité PDCA. Nous fournissons également un rapport d'inspection qualité complet des moules d'injection.
3. Contrôle précis des livraisons pour garantir le calendrier du projet
Grâce à la gestion numérique, au suivi de l'avancement de la production dès le début de la commande, pour différentes commandes et dates de livraison pour le suivi des données, une fois qu'il y a des facteurs qui peuvent être retardés, organisez immédiatement l'accélération du calendrier de production, pour garantir que le client dans le délai de livraison pour terminer la fabrication des moules d'injection plastique.
Précisez le type de plastique (par exemple, PP, ABS) et les exigences de post-traitement (par exemple, pulvérisation, sérigraphie), et fournissez des plans 2D ou 3D des pièces en plastique. Indiquez également le volume de production, les exigences d'aspect, les normes de tolérance, etc.
En règle générale, nos ingénieurs commencent à préparer le devis dès que le client a fourni l'ensemble des spécifications de production. Cela prend généralement entre 1 et 3 jours.
Le délai de fabrication des moules d'injection standard est généralement de 30 à 60 jours, et peut être plus long pour les moules complexes. Par exemple, le délai de fabrication typique des moules en silicone liquide est d'environ 60 jours, couvrant la conception, la fabrication, les tests, etc.
Technologie de traitement de haute précision : des équipements de haute précision tels que les centres d'usinage CNC (CNC) et l'usinage par décharge électrique (EDM) sont utilisés pour optimiser le processus de conception en combinaison avec un logiciel de CAO/FAO. Contrôle qualité : Inspection des dimensions clés du moule par machine à mesurer tridimensionnelle (MMT) et vérification de plusieurs lots d'échantillons pendant l'étape de moulage d'essai. Sélection des matériaux : utilisez de l'acier à matrice avec une résistance élevée à l'usure (par exemple H13, S136) et un traitement de surface (par exemple nitruration, chromage) pour les écrous de matrice afin de prolonger la durée de vie.
Tous les 50 000 moules, vérifiez le pilier de guidage, la goupille d'éjection et les autres pièces d'usure, et nettoyez les résidus de plastique et de rouille à la surface du moule. Utilisez de la graisse haute température pour les pièces coulissantes (par exemple, couvercle basculant, glissière) afin de réduire les pertes par frottement. Assurez-vous que le circuit d'eau est fluide et que la différence de température est ≤ 5 °C afin d'éviter toute fissuration du moule due aux contraintes thermiques.
Le coût des matériaux de moulage représentait environ 30 à 40 % (par exemple, une tonne d'acier P20 coûte environ 20 000 yuans), tandis que les coûts de traitement représentaient plus de 50 % (taux horaire de la main-d'œuvre CNC d'environ 80 à 150 yuans/heure). Pour la production en petites séries, il est possible d'opter pour un moule en aluminium ou de simplifier la conception structurelle ; pour plus de 100 000 pièces, il est recommandé d'utiliser des plaquettes carbure pour prolonger la durée de vie !
Les produits moulés par injection doivent répondre pleinement aux exigences de conception (dimensions, aspect, etc.) et permettre une production continue et stable. Le marquage du moule, les rapports d'inspection (test de dureté du matériau, par exemple) et les plans techniques doivent être complets.
L'acier du moule (tel que le S136H, le NAK80 et d'autres matériaux importés coûtent plus cher) et le type d'embryon de moule (le coût à court terme du moule en aluminium est faible mais la durée de vie est courte) affectent directement le coût, l'utilisation de la technologie de conception CAO/CAE/FAO, le système de canaux chauds, etc. augmentera l'investissement initial, mais peut améliorer les avantages à long terme (tels que la réduction des carottes, l'augmentation de la capacité de production).


