

Spécifications techniques du moule d'injection de calandre
——
| Base du moule | S50C |
| Noyau de moule | DIN2312,2738,2344,718,S136,8407,NAK80,SKD61,H13 etc. |
| Dureté de l'acier | 46~56 HRC |
| cavité de moule | Simple/Multiple |
| Chemin de moulage | Coureur chaud/froid |
| Taille du moule | 1500*1500 mm |
| Surface du moule | EDM / Poli et texture élevés |
| Dureté | 20-60 HRC |
| Logiciel de conception | UG, Pro, Auto CAD, Solid-works, etc. |
| Système d'éjection | vérins hydrauliques |
| Système de refroidissement des moules | refroidissement par eau ou refroidissement par bronze au béryllium, etc. |
| Vie des moisissures | 500 000 coups |
Description du moule de calandre
——
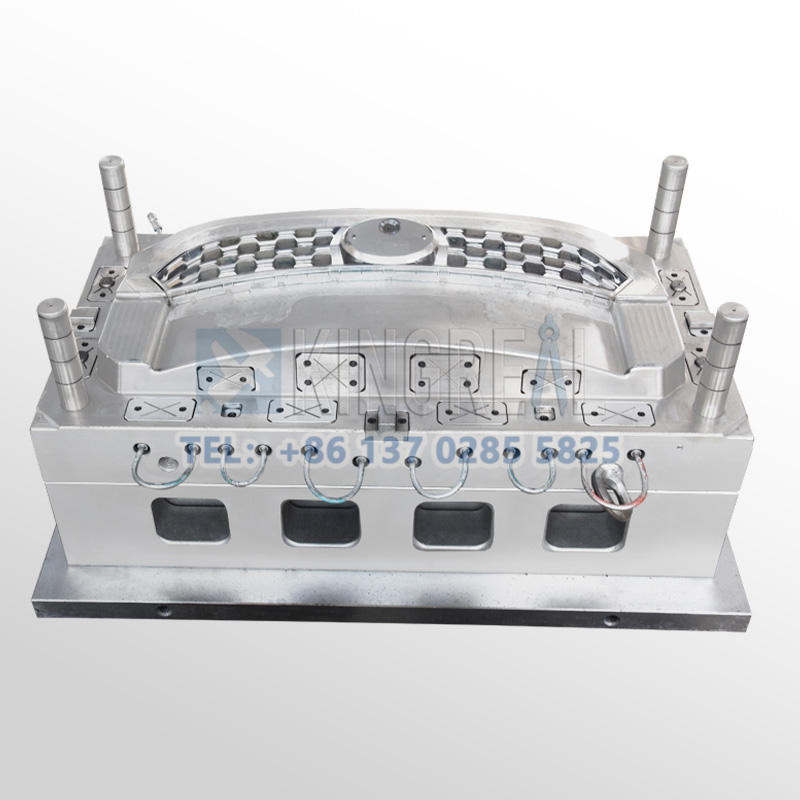
Le moule de calandre est un moule d'injection spécialement conçu pour la production de calandres automobiles. Il permet de produire des grilles ou des bandes de calandre à partir de matériaux thermoplastiques tels que l'ABS, l'ASA, les alliages PC/ABS, etc., par moulage par injection haute pression pour dissiper et dévier la chaleur et protéger l'intérieur du véhicule. Moules de calandre en plastique pour calandres automobiles.
La calandre est l'un des composants principaux du système de refroidissement automobile, généralement située à l'avant du véhicule, intégrée dans le pare-chocs avant ou le couvercle du compartiment moteur, pour fournir des canaux de circulation d'air pour le moteur, le condenseur de climatisation et d'autres composants pour assurer une dissipation efficace de la chaleur et protéger les composants internes clés, généralement fabriqués à partir de moules de calandre.
La calandre est généralement moulée par injection par un moule multi-lames afin de reproduire la structure complexe de la grille. La calandre est un élément central du design de la face avant, et la plupart des clients automobiles souhaitent intégrer le style de la marque. Le moule doit donc être capable de réaliser des finitions chromées, texturisées et lumineuses.

Moule d'injection pour calandre de radiateur Procédés courants de moulage par injection
——
Procédé de moulage par injection IMD de calandre
Avant l'injection, le film chromé, texturé ou à motif de circuit (épaisseur de 0,1 à 0,3 mm) est prépositionné dans la cavité du moule afin d'obtenir une précision d'ajustement de la surface incurvée de ± 0,05 mm par adsorption sous vide ou serrage mécanique. L'injection à basse température et haute pression (80 à 100 MPa) est utilisée pour éviter la déformation du film ou la pénétration de la matière fondue dans la couche décorative. La température du moule d'injection est régulée entre 70 et 90 °C afin de garantir la fluidité de la matière fondue et la résistance de l'adhésion du film. Un élément chauffant ou une couche fonctionnelle radôme est intégré entre la couche décorative et la couche structurelle, permettant une interaction intelligente (par exemple, éclairage dynamique, affichage de l'état de charge).

Caractéristiques techniques du moule d'injection de calandre
——
1. Conception de démoulage multi-curseurs
Le moule d'injection de calandre doit respecter la forme en nid d'abeille ou en grille des produits. Le moule d'injection de calandre KRMOLD est équipé de glissières multiples (5 à 12 pièces) et d'un mécanisme de basculement supérieur. Le moule d'injection de calandre KRMOLD utilise plusieurs glissières (5 à 12) et un mécanisme de basculement supérieur pour un démoulage coordonné et éviter toute déformation de la structure fine.
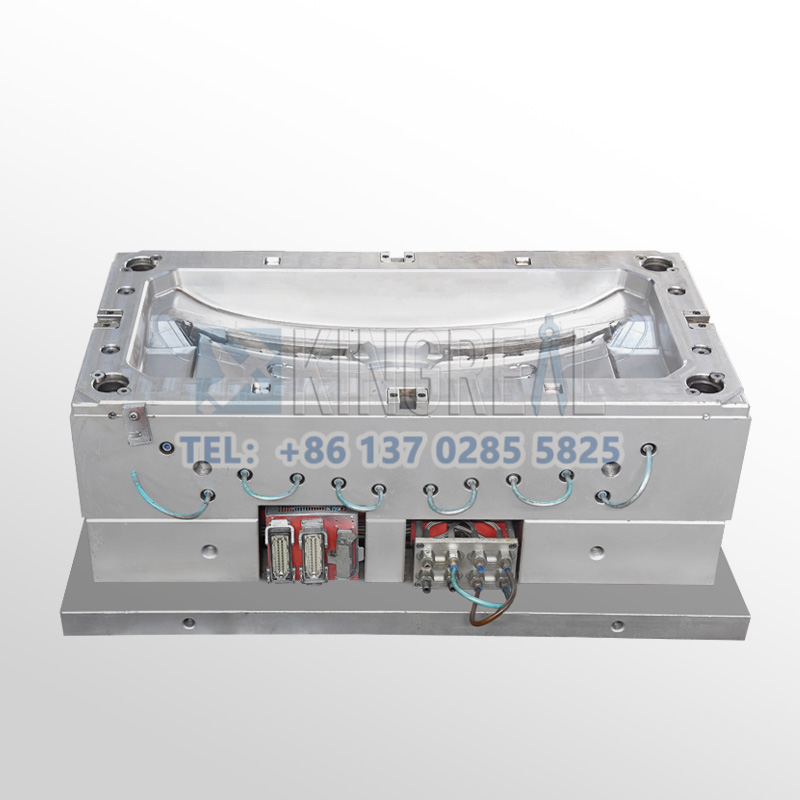
2. Optimisation du système de coulée
Le moule d'injection pour calandre est conçu pour le moulage par injection de produits finis à structure transversale. Chaque traverse est dotée d'une entrée distincte afin d'éviter les marques de fusion dues à l'intersection de plusieurs flux de matière. La structure complexe est remplie par l'entrée immergée inférieure. Un système de canaux chauds à pointeau est adopté pour réduire la ligne de soudure par remplissage par phases, garantissant ainsi l'uniformité de la grille et l'état de surface (Ra ≤ 0,8 μm). L'entrée immergée est souvent utilisée pour masquer la zone brillante et éviter que les traces de soudure n'altèrent l'apparence.
3. Mise à niveau du système intelligent
Le moule d'injection de grille de radiateur KRMOLD prend en charge la grille active (AGS) et le support de capteur intégré, tel qu'un radôme à ondes millimétriques (atténuation du signal ≤ 0,5 dB), et est équipé d'une surveillance en temps réel de l'IA du flux de fusion, d'un réglage dynamique de la courbe de pression de maintien, d'un taux de rendement de la grille de radiateur ≥ 99,5 %.
Quelles sont les réussites de KRMOLD dans le domaine du moulage par injection automobile ?
——————
Le moule d'injection automobile KRMOLD est un outil spécial utilisé pour le moulage de pièces automobiles en plastique. Le plastique fondu est injecté dans l'empreinte du moule sous haute pression, puis refroidi et durci pour former des pièces automobiles aux formes, dimensions et fonctions spécifiques. Les moules d'injection automobile KRMOLD prennent en charge les procédés de décoration dans le moule (IMD), de moulage par insertion et de moulage de matériaux conducteurs d'électricité, etc., afin de produire des pièces automobiles en plastique alliant légèreté, productivité élevée et résistance aux intempéries. KRMOLD a accompagné des dizaines d'entreprises automobiles de renommée internationale, dont Ford, GAC Legend, BMW, Mercedes-Benz, Jaguar et Kia, dans la conception, la production et la mise en service de moules automobiles. Par exemple :
★Moules d'injection de pièces extérieures automobiles :
Moules d'injection pour pare-chocs d'automobile, calandres d'automobile, composants de lampes
★Moules d'injection de pièces intérieures automobiles
Moule de tableau de bord d'automobile, moules de protection de porte/toit d'automobile
★Moule d'injection de pièces fonctionnelles automobiles
Moules d'injection pour capot de colonne de direction, couvercle d'accélérateur et couvercle de réservoir de carburant



FAQ
—
1. Les moules sont faciles à user ou ont une durée de vie courte, comment les améliorer ?
Tous les 50 000 moules, vérifiez le pilier de guidage, la goupille d'éjection et les autres pièces d'usure, et nettoyez les résidus de plastique et de rouille à la surface du moule. Utilisez de la graisse haute température pour les pièces coulissantes (par exemple, couvercle basculant, glissière) afin de réduire les pertes par frottement. Assurez-vous que le circuit d'eau est fluide et que la différence de température est ≤ 5 °C afin d'éviter toute fissuration du moule due aux contraintes thermiques.
2. Pourquoi le coût d’ouverture du moule est-il plus élevé ?
Le coût des matériaux de moulage représentait environ 30 à 40 % (par exemple, une tonne d'acier P20 coûte environ 20 000 yuans), tandis que les coûts de traitement représentaient plus de 50 % (taux horaire de la main-d'œuvre CNC d'environ 80 à 150 yuans/heure). Pour la production en petites séries, il est possible d'opter pour un moule en aluminium ou de simplifier la conception structurelle ; pour plus de 100 000 pièces, il est recommandé d'utiliser des plaquettes carbure pour prolonger la durée de vie !
3. Quels devraient être les critères d’acceptation des moules ?
Les produits moulés par injection doivent répondre pleinement aux exigences de conception (dimensions, aspect, etc.) et permettre une production continue et stable. Le marquage du moule, les rapports d'inspection (test de dureté du matériau, par exemple) et les plans techniques doivent être complets.
4. Quels sont les facteurs clés affectant le coût du moule ?
L'acier du moule (tel que le S136H, le NAK80 et d'autres matériaux importés coûtent plus cher) et le type d'embryon de moule (le coût à court terme du moule en aluminium est faible mais la durée de vie est courte) affectent directement le coût, l'utilisation de la technologie de conception CAO/CAE/FAO, le système de canaux chauds, etc. augmentera l'investissement initial, mais peut améliorer les avantages à long terme (tels que la réduction des carottes, l'augmentation de la capacité de production).
Précisez le type de plastique (par exemple, PP, ABS) et les exigences de post-traitement (par exemple, pulvérisation, sérigraphie), et fournissez des plans 2D ou 3D des pièces en plastique. Indiquez également le volume de production, les exigences d'aspect, les normes de tolérance, etc.
En règle générale, nos ingénieurs commencent à préparer le devis dès que le client a fourni l'ensemble des spécifications de production. Cela prend généralement entre 1 et 3 jours.
Le délai de fabrication des moules d'injection standard est généralement de 30 à 60 jours, et peut être plus long pour les moules complexes. Par exemple, le délai de fabrication typique des moules en silicone liquide est d'environ 60 jours, couvrant la conception, la fabrication, les tests, etc.
Technologie de traitement de haute précision : des équipements de haute précision tels que les centres d'usinage CNC (CNC) et l'usinage par décharge électrique (EDM) sont utilisés pour optimiser le processus de conception en combinaison avec un logiciel de CAO/FAO. Contrôle qualité : Inspection des dimensions clés du moule par machine à mesurer tridimensionnelle (MMT) et vérification de plusieurs lots d'échantillons pendant l'étape de moulage d'essai. Sélection des matériaux : utilisez de l'acier à matrice avec une résistance élevée à l'usure (par exemple H13, S136) et un traitement de surface (par exemple nitruration, chromage) pour les écrous de matrice afin de prolonger la durée de vie.
Tous les 50 000 moules, vérifiez le pilier de guidage, la goupille d'éjection et les autres pièces d'usure, et nettoyez les résidus de plastique et de rouille à la surface du moule. Utilisez de la graisse haute température pour les pièces coulissantes (par exemple, couvercle basculant, glissière) afin de réduire les pertes par frottement. Assurez-vous que le circuit d'eau est fluide et que la différence de température est ≤ 5 °C afin d'éviter toute fissuration du moule due aux contraintes thermiques.
Le coût des matériaux de moulage représentait environ 30 à 40 % (par exemple, une tonne d'acier P20 coûte environ 20 000 yuans), tandis que les coûts de traitement représentaient plus de 50 % (taux horaire de la main-d'œuvre CNC d'environ 80 à 150 yuans/heure). Pour la production en petites séries, il est possible d'opter pour un moule en aluminium ou de simplifier la conception structurelle ; pour plus de 100 000 pièces, il est recommandé d'utiliser des plaquettes carbure pour prolonger la durée de vie !
Les produits moulés par injection doivent répondre pleinement aux exigences de conception (dimensions, aspect, etc.) et permettre une production continue et stable. Le marquage du moule, les rapports d'inspection (test de dureté du matériau, par exemple) et les plans techniques doivent être complets.
L'acier du moule (tel que le S136H, le NAK80 et d'autres matériaux importés coûtent plus cher) et le type d'embryon de moule (le coût à court terme du moule en aluminium est faible mais la durée de vie est courte) affectent directement le coût, l'utilisation de la technologie de conception CAO/CAE/FAO, le système de canaux chauds, etc. augmentera l'investissement initial, mais peut améliorer les avantages à long terme (tels que la réduction des carottes, l'augmentation de la capacité de production).


