
Spécifications du moule d'injection pour galerie de toit automobile
——
| Nom du moule d'injection | Moule d'injection pour galerie de toit automobile |
| Norme de base du moule | Hasco, Dme, Meusburger, Futaba, Lkm, etc. |
| Taille du moule | 1630*603*798mm |
| Matériau du moule | P20 |
| Système de coureurs | Portes à 3 extrémités pour canaux chauds |
| Temps de cycle d'injection | 65 secondes |
| Grade | P/E-MD20 Impact Mod |
| Grain ou galvanoplastie | surface à grain fin, polie |
| Tolérance de taille | +/-0,05 mm |
| Aptitude | 100% de correspondance |
À propos du moulage par injection de galeries de toit automobiles
——
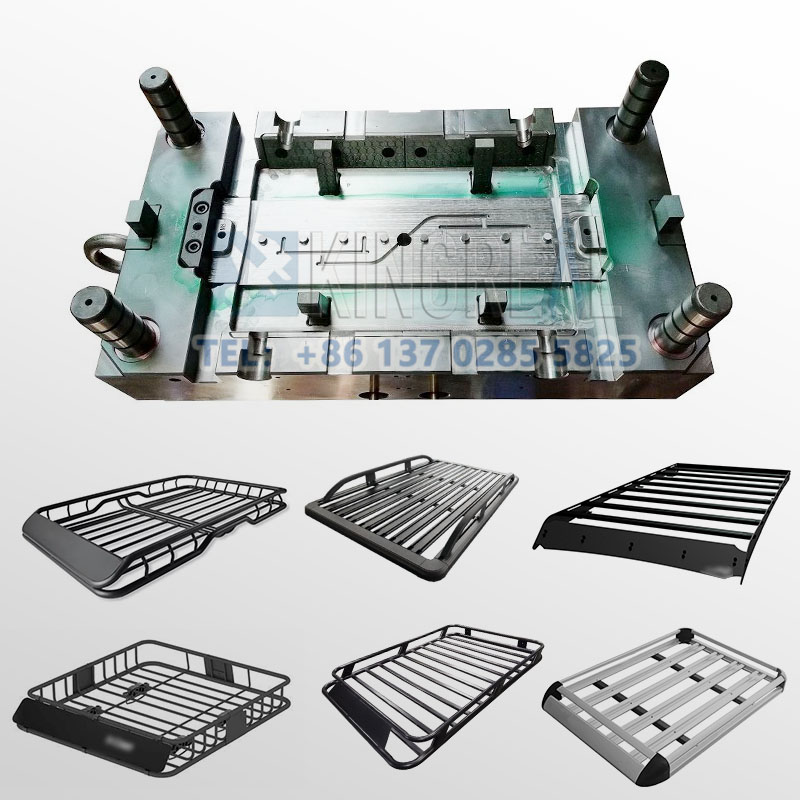
Une galerie de toit automobile est un cadre en métal ou en plastique haute résistance monté sur le toit d'un véhicule pour agrandir son espace de chargement. Son aérodynamisme est optimisé pour réduire la résistance au vent et améliorer l'esthétique du véhicule. Afin de répondre aux besoins de l'industrie automobile, KRMOLD a conçu un moule d'injection pour galerie de toit automobile destiné à la production en série.
Le moule pour galeries de toit automobile permet de réduire le poids des galeries de toit de 30 à 50 % (par rapport au métal) en reproduisant la géométrie complexe des galeries et en intégrant des composants fonctionnels tels que des mécanismes de verrouillage, des déflecteurs, etc., grâce à des parois fines (2,0 à 3,5 mm) et des renforts. Les galeries de toit automobiles sont conçues avec des parois fines (2,0 à 3,5 mm) et des renforts pour réduire le poids de 30 à 50 % (par rapport au métal) et intégrer des composants fonctionnels tels que des mécanismes de verrouillage et des déflecteurs.

Points de conception du moule d'injection pour galerie de toit automatique
——
1. Le moule d'injection pour galerie de toit en plastique est conçu avec un système de coulisseau multiple et un mécanisme d'extraction du noyau pour le moulage de la structure inversée du rail de porte-bagages (fente, trous de fixation, etc.). Le nombre de pièces est généralement de 6 à 10, la course d'extraction du noyau est de 50 à 120 mm. Le renfort de la cavité profonde est également traité pour le démoulage afin d'éviter les déformations et les contraintes. Un ressort à azote assure la stabilité de l'éjection.
2. Grâce au contrôle progressif des portes de soupape à aiguille (8-12) pour réduire les marques de fusion et équilibrer la pression de remplissage des pièces longues, complétez la conception du canal chaud de soupape de distribution de moule de galerie de toit automobile (SVG) et caché dans des surfaces sans apparence (par exemple, la rainure inférieure), pour éviter que les marques de porte n'affectent la qualité de la surface.
3. Impression 3D de canaux de refroidissement profilés pour raccourcir le temps de refroidissement de 30 à 40 % et assurer un refroidissement uniforme, surface de séparation de l'outillage d'injection de galerie de toit de voiture avec micro-fentes (≤ 0,03 mm) et échappement à espacement de tige de poussée pour éviter les coups courts ou les brûlures causés par l'air emprisonné.
À propos du moulage à double injection pour les moules de galerie de toit automatique
——
L'application demoulage par injection bicoloreLe procédé de moulage des galeries de toit automobiles permet d'allier intégration fonctionnelle et esthétique grâce au moulage en une seule étape. Le moule pour galeries de toit fait pivoter le moule mobile de 180° et injecte alternativement les deux jeux de moules fixes, ce qui double l'efficacité de production par rapport au modèle à translation et le rend adapté à la production en série. Le composant bicolore des clips et déflecteurs de galeries de toit en est un exemple. Le vérin de translation à entraînement hydraulique est adapté aux structures complexes (par exemple, un renfort de porte-bagages associé à une bande d'étanchéité en caoutchouc souple), mais le cycle de moulage est plus long.
Généralement, le PA6-GF30 (30 % de nylon renforcé de fibres de verre) ou le PP-LGF40 (40 % de polypropylène à fibres de verre longues) sont utilisés pour le matériau de base du moule de galerie de toit automatique afin de fournir une résistance élevée et une résistance aux intempéries, et le TPE ou le TPU (dureté Shore A 50-80) pour un toucher antidérapant ou une fonction d'étanchéité comme matériau de couverture du moule d'injection de galerie de toit en plastique, le processus de moulage par injection bicolore de galerie de toit automatique présente un contrôle de compatibilité des matériaux et des conceptions complexes de co-libération du moule.

Application du moule pour galerie de toit automatique
——


Pourquoi choisir KRMOLD?
——
1. Service complet à guichet unique
Nous fournissons un service complet, depuis l'intégration des exigences, la conception et la fabrication des moules jusqu'à la livraison et le service après-vente.
L'équipe technique est pleinement impliquée dès la conception du produit client, optimisant la structure du moule et concevant les plans du moule grâce à des logiciels d'analyse de flux de moulage (tels qu'Autodesk Moldflow et UGNX). L'entreprise est équipée de machines CNC importées, d'une machine de découpe au fil Shadick, d'un équipement de déchargement de miroir et d'autres équipements de traitement de précision pour atteindre une précision de ± 0,02 mm.
Nous disposons d'un atelier intelligent à grande échelle pour prendre en charge les traitements secondaires tels que la sérigraphie, le soudage, la pulvérisation, etc. Nous appliquons strictement le système de qualité ISO13485 et IATF16949 ; en attendant, nous fournissons un transport gratuit, un entretien régulier des moules et un service de garantie d'un an.
2. Système complet de contrôle de qualité
Notre atelier de production complet utilise des centres d'usinage cinq axes Makino, des presses à injecter haïtiennes et d'autres équipements reconnus en Chine et à l'étranger pour éviter les retards de production. Grâce à une machine à mesurer tridimensionnelle (MMT), un instrument d'inspection tridimensionnelle, nous contrôlons intégralement les dimensions clés et appliquons le cycle de gestion de la qualité PDCA. Nous fournissons également un rapport d'inspection qualité complet des moules d'injection.
3. Contrôle précis des livraisons pour garantir le calendrier du projet
Grâce à la gestion numérique, au suivi de l'avancement de la production dès le début de la commande, pour différentes commandes et dates de livraison pour le suivi des données, une fois qu'il y a des facteurs qui peuvent être retardés, organisez immédiatement l'accélération du calendrier de production, pour garantir que le client dans le délai de livraison pour terminer la fabrication des moules d'injection plastique.
Précisez le type de plastique (par exemple, PP, ABS) et les exigences de post-traitement (par exemple, pulvérisation, sérigraphie), et fournissez des plans 2D ou 3D des pièces en plastique. Indiquez également le volume de production, les exigences d'aspect, les normes de tolérance, etc.
En règle générale, nos ingénieurs commencent à préparer le devis dès que le client a fourni l'ensemble des spécifications de production. Cela prend généralement entre 1 et 3 jours.
Le délai de fabrication des moules d'injection standard est généralement de 30 à 60 jours, et peut être plus long pour les moules complexes. Par exemple, le délai de fabrication typique des moules en silicone liquide est d'environ 60 jours, couvrant la conception, la fabrication, les tests, etc.
Technologie de traitement de haute précision : des équipements de haute précision tels que les centres d'usinage CNC (CNC) et l'usinage par décharge électrique (EDM) sont utilisés pour optimiser le processus de conception en combinaison avec un logiciel de CAO/FAO. Contrôle qualité : Inspection des dimensions clés du moule par machine à mesurer tridimensionnelle (MMT) et vérification de plusieurs lots d'échantillons pendant l'étape de moulage d'essai. Sélection des matériaux : utilisez de l'acier à matrice avec une résistance élevée à l'usure (par exemple H13, S136) et un traitement de surface (par exemple nitruration, chromage) pour les écrous de matrice afin de prolonger la durée de vie.
Tous les 50 000 moules, vérifiez le pilier de guidage, la goupille d'éjection et les autres pièces d'usure, et nettoyez les résidus de plastique et de rouille à la surface du moule. Utilisez de la graisse haute température pour les pièces coulissantes (par exemple, couvercle basculant, glissière) afin de réduire les pertes par frottement. Assurez-vous que le circuit d'eau est fluide et que la différence de température est ≤ 5 °C afin d'éviter toute fissuration du moule due aux contraintes thermiques.
Le coût des matériaux de moulage représentait environ 30 à 40 % (par exemple, une tonne d'acier P20 coûte environ 20 000 yuans), tandis que les coûts de traitement représentaient plus de 50 % (taux horaire de la main-d'œuvre CNC d'environ 80 à 150 yuans/heure). Pour la production en petites séries, il est possible d'opter pour un moule en aluminium ou de simplifier la conception structurelle ; pour plus de 100 000 pièces, il est recommandé d'utiliser des plaquettes carbure pour prolonger la durée de vie !
Les produits moulés par injection doivent répondre pleinement aux exigences de conception (dimensions, aspect, etc.) et permettre une production continue et stable. Le marquage du moule, les rapports d'inspection (test de dureté du matériau, par exemple) et les plans techniques doivent être complets.
L'acier du moule (tel que le S136H, le NAK80 et d'autres matériaux importés coûtent plus cher) et le type d'embryon de moule (le coût à court terme du moule en aluminium est faible mais la durée de vie est courte) affectent directement le coût, l'utilisation de la technologie de conception CAO/CAE/FAO, le système de canaux chauds, etc. augmentera l'investissement initial, mais peut améliorer les avantages à long terme (tels que la réduction des carottes, l'augmentation de la capacité de production).


