
Solution de moulage par injection pour l'éclairage automobile
——
KRMOLD propose à ses clients des solutions complètes de moulage par injection pour l'éclairage automobile. Grâce à ses capacités complètes de conception et de production, KRMOLD fournit aux fabricants d'éclairage automobile des moules d'injection de haute précision et longue durée de vie (jusqu'à 30 000 cycles) pour répondre aux besoins de leurs clients en matière de produits d'éclairage automobile de grande qualité et de production en grande série.
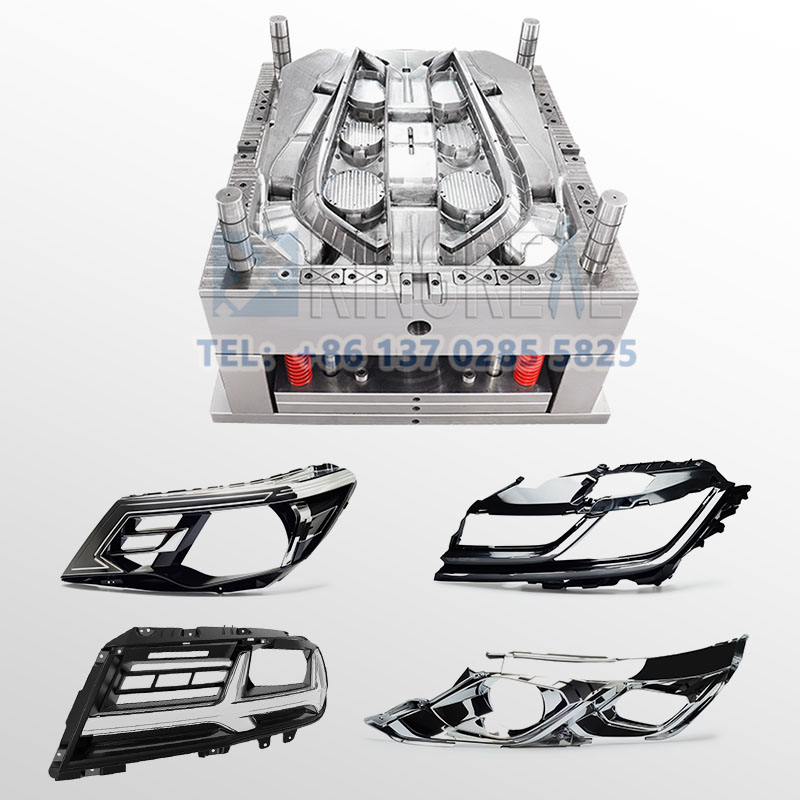
Dans le domaine de l'éclairage automobile, les moules d'injection d'éclairage automobile sont utilisés pour fabriquer des pièces en plastique avec des structures complexes, telles que des boîtiers de lampe, des bandes de guidage de lumière, des lentilles, etc. Étant donné que les pièces d'éclairage automobile nécessitent des propriétés optiques très élevées, les moules d'injection doivent garantir que les surfaces du produit sont lisses et exemptes de bulles ou de déformations, et KRMOLD dispose d'une équipe de production et de conception professionnelle pour fournir aux clients KRMOLD dispose d'une équipe de conception de production professionnelle pour fournir aux clients la conception d'outils, la création d'outils et l'itération d'outils processus de production standard de l'industrie, KRMOLD s'engage à aider les clients à fournir une solution de production complète, pour devenir un partenaire à long terme ! le retrait du matériau et le taux de refroidissement pour éviter la diffusion de la lumière.

Conception et production spécialisées pour les moules d'injection
——
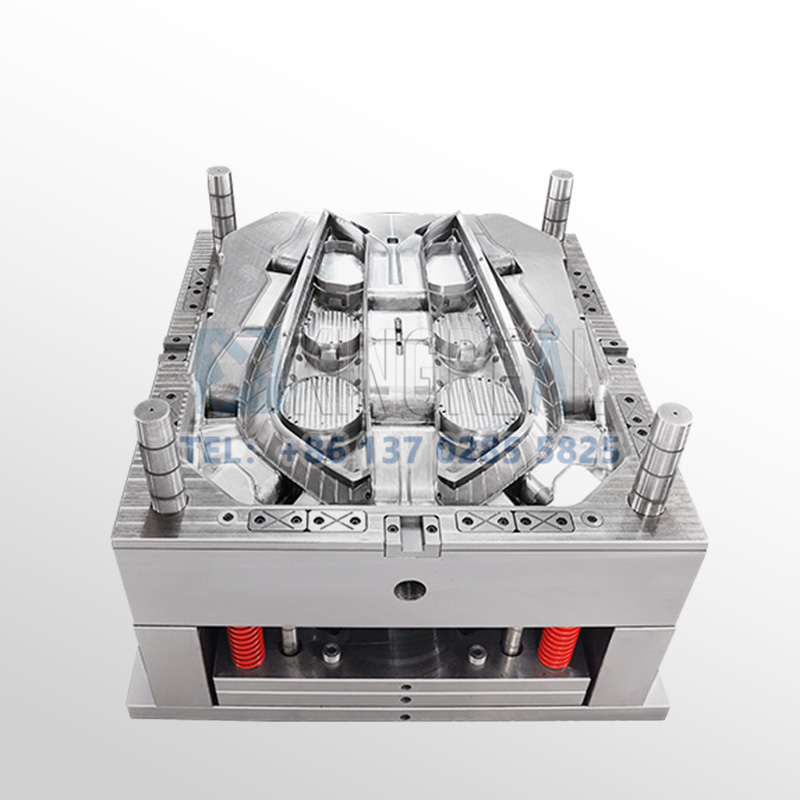
KRMOLD utilise la machine Makino V33CNC et la machine d'étincelage EDGE pour la fabrication de moules d'injection pour éclairage automobile. L'usinage intégral du noyau du moule (réduction du nombre de jonctions et de fronts de lots) permet d'obtenir une rugosité de surface de l'empreinte inférieure ou égale à Ra0,02 μm. La technologie de perçage profond permet d'obtenir un canal de refroidissement proche de la surface du moule, ce qui réduit le temps de cycle de moulage de 15 %.
KRMOLD dispose également d'un système de contrôle de qualité de fabrication parfait pour les moules d'injection d'éclairage automobile, appliquant un système de mesure tridimensionnel (hexagone) pour vérifier la précision des moules afin de garantir que la tolérance dimensionnelle est ≤ ± 0,005 mm, et en même temps, les produits de moulage par injection de KRMOLD ont passé l'inspection de qualité ISO 9001 et IATF 16949, et la documentation de processus standardisée de la conception à la livraison a été établie. documentation de processus standardisée de la conception à la livraison, et adopter une approche collaborative avec chaque client pour garantir que chaque projet atteint les résultats souhaités.

Caractéristiques techniques du moule d'injection d'éclairage automobile
——

Les moules d'injection pour l'éclairage automobile produisent des pièces finies avec une précision dimensionnelle de ± 0,3 % à ± 0,5 %, une rugosité de surface (Ra) maîtrisable entre 0,8 et 1,6 μm et une densité proche de la valeur théorique de plus de 95 %. Ceci est crucial pour les pièces de précision destinées à l'éclairage automobile (comme les boîtiers de capteurs ou les pièces de fixation), car cela permet de réduire les coûts d'usinage ultérieurs et d'améliorer la fiabilité.

La fabrication de moules d'injection KRMOLD peut être appliquée à l'acier inoxydable, aux alliages de titane, etc. Par exemple, la légèreté des alliages de titane (seulement 60 % de la densité de l'acier) optimise le poids d'un support ou d'un boîtier de phare tout en conservant une résistance élevée. De plus, la grande résistance thermique des alliages de tungstène peut être utilisée pour les composants d'éclairage nécessitant une résistance aux températures élevées (par exemple, les modules dissipateurs thermiques à LED).

KRMOLD conçoit des moules d'injection pour l'éclairage automobile, adaptés à la production en série, avec une durée de vie de moule allant jusqu'à 300 000 cycles et un taux d'utilisation des matériaux proche de 100 %. Dans le secteur de l'éclairage automobile, cela permet de réduire considérablement les coûts de fabrication de composants standardisés tels que les clips métalliques et les boulons de fixation.
Spécifications du moule d'injection pour éclairage automobile
——
| Noyau du moule | DIN2312,2738,2344,718,S136,8407,NAK80,SKD61,H13 etc. |
| Norme de moule | HASCO, DME, MEUSBURGER, JIS, norme CHINE LKM |
| cavité de moule | Simple/Multiple |
| Taille maximale du moule | 1500*1500 mm |
| Matériau du moule | H13,2190 VAR,Résine,Plastique |
| Matière plastique | PP, PC, PS, PE, PET, POM, PA, PU, PVC, ABS, PMMA, etc. |
| Vie de la moisissure | 30 000 |
| Traitement de surface | Polonais, texture, peinture, sérigraphie, projet clé en main |
CProcédés courants de moulage par injection
——
« Le moulage par injection d'éclairage automobile implique différents types de processus de moulage par injection pour répondre à une variété de besoins de production personnalisés des clients. »

Moulage par rotation ou rotomoulage pour assurer un alignement précis des cavités entre les deux injections, utilisé pour le compoundage de structures dures (PC/ABS) avec des joints élastomères (TPE), par exemple pour la production d'abat-jour tels que transparents et dépolis.

Moulage par injection assistée par gaz
Le procédé de moulage par injection assistée par gaz produit des structures creuses, telles que des renforts de boîtiers de phares automobiles ou des conceptions de conduits d'air dissimulés, qui éliminent les marques de retrait et améliorent la planéité de la surface. Ce procédé utilise un gaz haute pression pour propulser la matière fondue jusqu'à remplir complètement la cavité et créer une structure creuse à l'intérieur de la pièce, tout en réduisant le retrait et la déformation grâce au maintien de la pression du gaz.
Application du moulage par injection plastique pour phares de voiture
——
« Les moules d'injection pour l'éclairage automobile sont utilisés dans plusieurs domaines clés des systèmes d'éclairage des véhicules. »

Principaux ensembles de feux extérieurs
1. Phares (phares)
Les moules d'injection de phares sont utilisés pour fabriquer les composants principaux des phares de véhicules, notamment les lentilles, les cadres décoratifs, les boîtiers et les réflecteurs.
2. Feu arrière
Les moules de feux arrière doivent prendre en compte à la fois la fonctionnalité et la décoration, par exemple grâce à la technologie d'impression 3D pour réaliser une modélisation de surface courbe complexe, afin de répondre aux besoins de personnalisation.
Autres lampes extérieures
Feux de brouillard, clignotants, feux de jour
Les moules de ces lampes doivent être adaptés à l'espace d'installation et aux exigences de forme des différents modèles.
Éclairage intérieur et lampes fonctionnelles
Éclairage d'ambiance intérieur, rétroéclairage du tableau de bord
Moules d'injection pour la fabrication de guides de lumière, d'abat-jour et d'autres composants avec une distribution uniforme de la lumière grâce à des matériaux hautement translucides (par exemple, PMMA) et une texturation précise.
FAQ : Comment obtenir un devis pour des moules d'injection personnalisés ?
——
1. Spécifiez le type de plastique (par exemple PP, ABS) et les exigences de post-traitement (par exemple pulvérisation, sérigraphie)
2. Des dessins de pièces en plastique 2D ou 3D doivent être fournis.
3. Fournir le volume de production, les exigences d'apparence, les normes de tolérance, etc.
Précisez le type de plastique (par exemple, PP, ABS) et les exigences de post-traitement (par exemple, pulvérisation, sérigraphie), et fournissez des plans 2D ou 3D des pièces en plastique. Indiquez également le volume de production, les exigences d'aspect, les normes de tolérance, etc.
En règle générale, nos ingénieurs commencent à préparer le devis dès que le client a fourni l'ensemble des spécifications de production. Cela prend généralement entre 1 et 3 jours.
Le délai de fabrication des moules d'injection standard est généralement de 30 à 60 jours, et peut être plus long pour les moules complexes. Par exemple, le délai de fabrication typique des moules en silicone liquide est d'environ 60 jours, couvrant la conception, la fabrication, les tests, etc.
Technologie de traitement de haute précision : des équipements de haute précision tels que les centres d'usinage CNC (CNC) et l'usinage par décharge électrique (EDM) sont utilisés pour optimiser le processus de conception en combinaison avec un logiciel de CAO/FAO. Contrôle qualité : Inspection des dimensions clés du moule par machine à mesurer tridimensionnelle (MMT) et vérification de plusieurs lots d'échantillons pendant l'étape de moulage d'essai. Sélection des matériaux : utilisez de l'acier à matrice avec une résistance élevée à l'usure (par exemple H13, S136) et un traitement de surface (par exemple nitruration, chromage) pour les écrous de matrice afin de prolonger la durée de vie.
Tous les 50 000 moules, vérifiez le pilier de guidage, la goupille d'éjection et les autres pièces d'usure, et nettoyez les résidus de plastique et de rouille à la surface du moule. Utilisez de la graisse haute température pour les pièces coulissantes (par exemple, couvercle basculant, glissière) afin de réduire les pertes par frottement. Assurez-vous que le circuit d'eau est fluide et que la différence de température est ≤ 5 °C afin d'éviter toute fissuration du moule due aux contraintes thermiques.
Le coût des matériaux de moulage représentait environ 30 à 40 % (par exemple, une tonne d'acier P20 coûte environ 20 000 yuans), tandis que les coûts de traitement représentaient plus de 50 % (taux horaire de la main-d'œuvre CNC d'environ 80 à 150 yuans/heure). Pour la production en petites séries, il est possible d'opter pour un moule en aluminium ou de simplifier la conception structurelle ; pour plus de 100 000 pièces, il est recommandé d'utiliser des plaquettes carbure pour prolonger la durée de vie !
Les produits moulés par injection doivent répondre pleinement aux exigences de conception (dimensions, aspect, etc.) et permettre une production continue et stable. Le marquage du moule, les rapports d'inspection (test de dureté du matériau, par exemple) et les plans techniques doivent être complets.
L'acier du moule (tel que le S136H, le NAK80 et d'autres matériaux importés coûtent plus cher) et le type d'embryon de moule (le coût à court terme du moule en aluminium est faible mais la durée de vie est courte) affectent directement le coût, l'utilisation de la technologie de conception CAO/CAE/FAO, le système de canaux chauds, etc. augmentera l'investissement initial, mais peut améliorer les avantages à long terme (tels que la réduction des carottes, l'augmentation de la capacité de production).


