

Spécifications du moule d'injection pour pare-chocs de voiture
——
| Base du moule | LKM, HASCO, DME |
| Matériau de moule | P20,S136,718 etc. |
| Matériaux des produits | PC, PP, ABS, PPS, PE etc. |
| Dureté de l'acier | HRC28 - HRC60 |
| Traitement de l'acier | Trempe / Nitruration / Chauffage etc. |
| Coureur de moule | Couvert chaud/froid |
| Logiciel Mold | CAD.CAM.PROE.UG etc. |
| Durée de vie du moule | 50 000 fois |
| Dimensions des produits de type portail | Portail latéral, portail secondaire, portail de sécurité, portail de bord, etc. |
| Cavité du moule | Cavité unique / Plusieurs cavités |
Description du moule d'injection pour pare-chocs en plastique
——
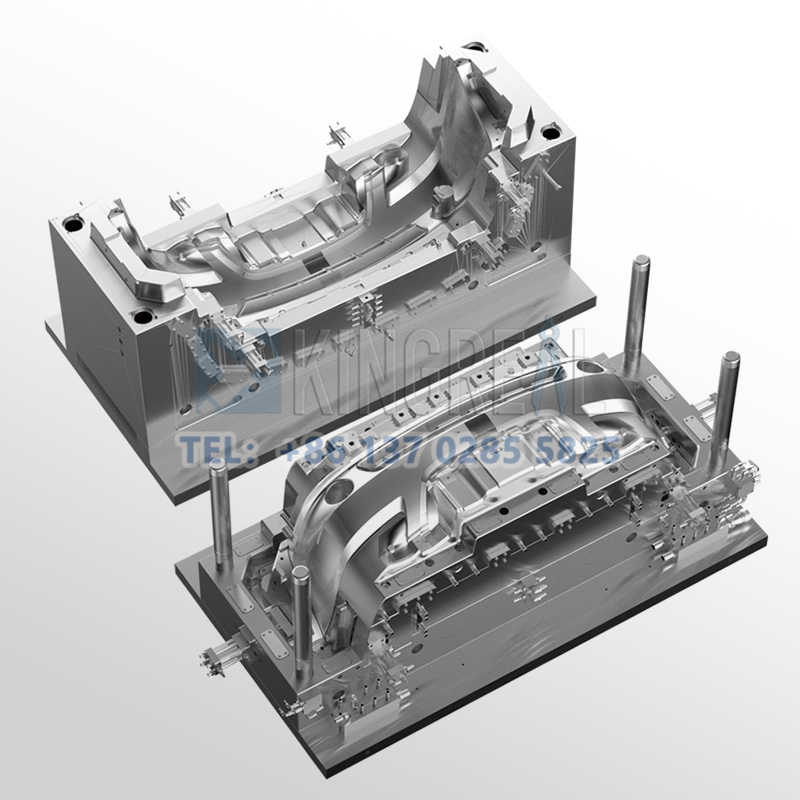
Le pare-chocs avant d'une voiture est l'un de ses éléments esthétiques les plus importants. Afin de garantir une résistance et une rigidité suffisantes, tout en optimisant sa légèreté, il est nécessaire d'utiliser du plastique, communément appelé moulage par injection. KRMOLD, fabricant professionnel de moules d'injection, propose des services complets de conception, de fabrication et de test de moules, adaptés aux besoins de production de ses clients. L'entreprise a ainsi accompagné de nombreux acteurs de l'industrie automobile dans la conception de solutions de moulage par injection pour pare-chocs et dans l'optimisation de leurs systèmes de refroidissement. KRMOLD, en tant que fabricant professionnel de moules d'injection, maîtrise l'ensemble du processus de production et propose des services adaptés aux exigences de ses clients. L'entreprise a notamment aidé de nombreux clients du secteur automobile à concevoir des solutions de moulage par injection pour pare-chocs et à réaliser des avancées significatives dans la conception de la structure des moules et l'optimisation des systèmes de refroidissement.
Le moule d'injection pour pare-chocs automobiles est un outil spécial conçu pour la production en série de pare-chocs. Il consiste à injecter du plastique fondu à haute température dans la cavité du moule, puis à le refroidir et à le mouler pour obtenir les pièces du pare-chocs conformes aux spécifications. Les matières premières utilisées pour les moules d'injection de pare-chocs en plastique KRMOLD sont généralement de l'acier pré-trempé (tel que 1.2738, P20) ou de l'acier inoxydable (S136), d'une dureté HRC de 30 à 50. Cette dureté optimale garantit une résistance à l'usure et une longue durée de vie, et permet d'adapter le procédé de moulage par injection (fusion, injection et refroidissement) à différentes matières premières utilisées pour les pare-chocs automobiles, comme les matériaux à base de polypropylène, les polyoléfines thermoplastiques et les matériaux renforcés de fibres de verre.

Caractéristiques de conception du moule de pare-chocs automobile
——
★Caractéristiques des pièces en plastique moulées pour pare-chocs automobiles :
1. De forme complexe, de grande taille et d'épaisseur de paroi relativement faible, appartient à la catégorie des grandes pièces moulées à parois minces.
2. Les pièces comportent de nombreux trous et barres de renfort, et la résistance à l'écoulement de la matière fondue lors du moulage par injection est importante.
3. Il y a trois boucles inversées sur la face intérieure de la pièce moulée, et il est très difficile d'extraire le noyau latéralement à chaque endroit.
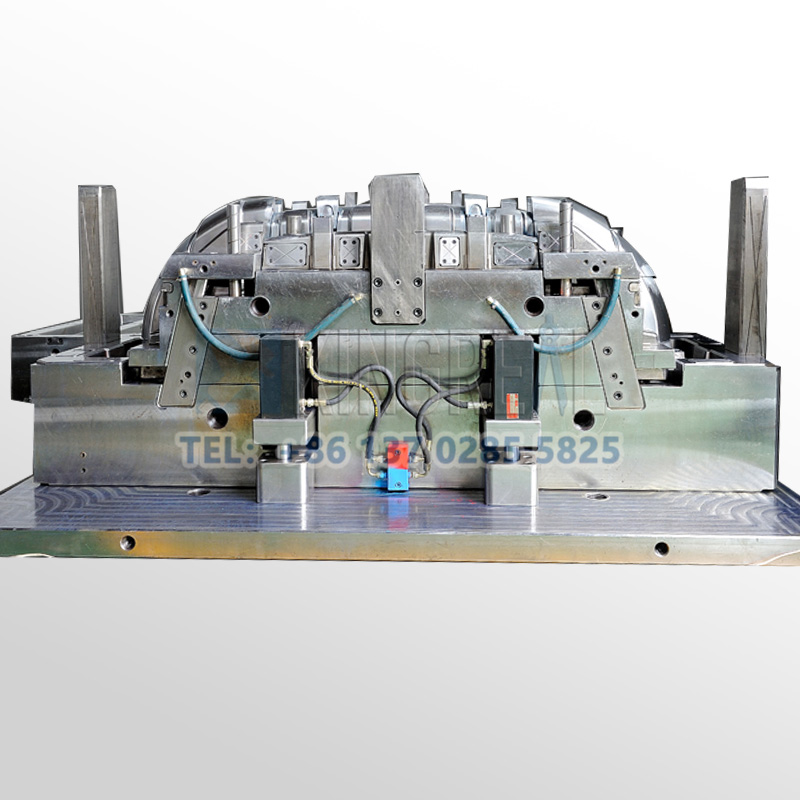
Compte tenu des caractéristiques spécifiques des moules de pare-chocs automobiles, KRMOLD utilise une technologie avancée de traitement des surfaces de joint internes pour la conception et la production de ses moules d'injection de pare-chocs en plastique. Des rainures d'aération et d'évacuation d'air sont prévues pour s'adapter aux nombreux trous traversants, dont certains de grande surface, présents dans les moules. Le système de coulée des moules de pare-chocs automobiles intègre un système de canaux chauds qui contrôle l'ouverture et la fermeture des huit buses d'alimentation grâce à un surcylindre. Ce système permet d'obtenir des pièces moulées parfaitement lisses, sans marques de fusion.
★Effet global du design du moule de pare-chocs automobile :
1. Le moule pour pare-chocs automobiles adopte une technologie de séparation interne, ce qui garantit l'esthétique des pièces moulées.
2. Le moule d'injection pour pare-chocs de voiture adopte la structure de traction du noyau secondaire de « dessus incliné composé », ce qui résout le problème de la traction latérale du noyau dans les parties complexes des pièces moulées.
3. Le moule d'injection pour pare-chocs de voiture adopte un système de coulée à canaux chauds à huit points de séquence de vannes à aiguille, ce qui résout le problème du remplissage en fusion pour les grandes pièces moulées à parois minces.
4. Le moule du pare-chocs automobile adopte la pression hydraulique comme force motrice du système de démoulage, ce qui résout le problème de la force de démoulage importante et de la réinitialisation difficile des pièces poussées.


Processus de production de moules pour pare-chocs automobiles
——

Procédé de moulage par injection assisté par gaz (GAIM)
Le moule pour pare-chocs automobiles utilise le procédé de moulage par injection assistée par gaz (GAIM), qui permet d'injecter une quantité fixe de plastique fondu (PP, ABS, etc.) dans la cavité du moule. Le taux de remplissage est contrôlé entre 75 % et 99,9 %, une partie de l'espace étant réservée à l'infiltration de gaz. Le retrait volumique des zones à parois épaisses est compensé par la pression de maintien du gaz, ce qui élimine les marques de retrait en surface du pare-chocs. La conception creuse du moule permet de réduire la quantité de matériau utilisé (économie de 8 % à 15 %) et d'améliorer la rigidité et la résistance à la déformation du renfort.

Procédé de moulage par injection MuCell
Le moule pour pare-chocs automobiles utilise le procédé MuCell pour injecter de l'azote (N₂) ou du dioxyde de carbone (CO₂) supercritique dans le métal en fusion afin de former un mélange fluide monophasique. Après l'injection du métal en fusion dans le moule, la chute de pression déclenche la diffusion du gaz dans le noyau, formant une structure cellulaire fermée uniforme d'un diamètre de 1 à 100 µm. L'intérieur du pare-chocs présente une structure en « sandwich » (enveloppe dense + âme en mousse). Grâce au procédé MuCell, le moule pour pare-chocs automobiles parvient à réaliser une structure cellulaire, ce qui réduit considérablement le poids du pare-chocs tout en préservant ses propriétés mécaniques (par exemple, sa résistance aux chocs).
Pourquoi nous choisir ?
——
1. Service complet et centralisé
Nous proposons un service complet, depuis l'intégration des exigences, la conception et la fabrication des moules jusqu'à la livraison et le service après-vente.
L'équipe technique est fortement impliquée dans la phase de conception du produit du client, optimisant la structure du moule et concevant les dessins du moule grâce au logiciel d'analyse de flux de moule (tel qu'Autodesk Moldflow, UGNX). Équipée de machines CNC importées, d'une machine de découpe au fil Shadick, d'un équipement de décharge miroir et d'autres équipements de traitement de précision pour atteindre une précision de ±0,02 mm ;
Nous disposons d'un atelier intelligent à grande échelle pour la prise en charge des opérations de sous-traitance telles que la sérigraphie, le soudage, la pulvérisation, etc. Nous appliquons rigoureusement les normes de qualité ISO 13485 et IATF 16949 ; par ailleurs, nous offrons le transport gratuit, la maintenance régulière des moules et une garantie d'un an.
2. Fournir des services de modification de moules d'essai en usine pour les moules d'injection
Notre atelier de production est équipé de presses à injection de marques renommées, tant nationales qu'internationales, telles que Nissei et Toshiba (Japon). Nous proposons à nos clients un service d'essais de moules en usine afin de garantir leur qualité et leur précision. Nous fournissons un rapport d'inspection après chaque essai et accompagnons nos clients dans le réglage des paramètres d'injection.
3. Solide expérience en production de projets
Nous desservons plus de 20 secteurs d'activité, tels que le médical, l'automobile et l'électronique grand public. Nos boîtiers couvrent les moules de précision pour dispositifs médicaux, les connecteurs automobiles et autres pièces complexes. Parmi nos partenaires figurent Ford, Mercedes-Benz, BMW, Audi et Great Wall Motor.
Une équipe d'ingénieurs possédant plus de 10 ans d'expérience pour fournir des suggestions d'optimisation de la structure du produit et de contrôle des coûts
Précisez le type de plastique (par exemple, PP, ABS) et les exigences de post-traitement (par exemple, pulvérisation, sérigraphie), et fournissez des plans 2D ou 3D des pièces en plastique. Indiquez également le volume de production, les exigences d'aspect, les normes de tolérance, etc.
En règle générale, nos ingénieurs commencent à préparer le devis dès que le client a fourni l'ensemble des spécifications de production. Cela prend généralement entre 1 et 3 jours.
Le délai de fabrication des moules d'injection standard est généralement de 30 à 60 jours, et peut être plus long pour les moules complexes. Par exemple, le délai de fabrication typique des moules en silicone liquide est d'environ 60 jours, couvrant la conception, la fabrication, les tests, etc.
Technologie de traitement de haute précision : des équipements de haute précision tels que les centres d'usinage CNC (CNC) et l'usinage par décharge électrique (EDM) sont utilisés pour optimiser le processus de conception en combinaison avec un logiciel de CAO/FAO. Contrôle qualité : Inspection des dimensions clés du moule par machine à mesurer tridimensionnelle (MMT) et vérification de plusieurs lots d'échantillons pendant l'étape de moulage d'essai. Sélection des matériaux : utilisez de l'acier à matrice avec une résistance élevée à l'usure (par exemple H13, S136) et un traitement de surface (par exemple nitruration, chromage) pour les écrous de matrice afin de prolonger la durée de vie.
Tous les 50 000 moules, vérifiez le pilier de guidage, la goupille d'éjection et les autres pièces d'usure, et nettoyez les résidus de plastique et de rouille à la surface du moule. Utilisez de la graisse haute température pour les pièces coulissantes (par exemple, couvercle basculant, glissière) afin de réduire les pertes par frottement. Assurez-vous que le circuit d'eau est fluide et que la différence de température est ≤ 5 °C afin d'éviter toute fissuration du moule due aux contraintes thermiques.
Le coût des matériaux de moulage représentait environ 30 à 40 % (par exemple, une tonne d'acier P20 coûte environ 20 000 yuans), tandis que les coûts de traitement représentaient plus de 50 % (taux horaire de la main-d'œuvre CNC d'environ 80 à 150 yuans/heure). Pour la production en petites séries, il est possible d'opter pour un moule en aluminium ou de simplifier la conception structurelle ; pour plus de 100 000 pièces, il est recommandé d'utiliser des plaquettes carbure pour prolonger la durée de vie !
Les produits moulés par injection doivent répondre pleinement aux exigences de conception (dimensions, aspect, etc.) et permettre une production continue et stable. Le marquage du moule, les rapports d'inspection (test de dureté du matériau, par exemple) et les plans techniques doivent être complets.
L'acier du moule (tel que le S136H, le NAK80 et d'autres matériaux importés coûtent plus cher) et le type d'embryon de moule (le coût à court terme du moule en aluminium est faible mais la durée de vie est courte) affectent directement le coût, l'utilisation de la technologie de conception CAO/CAE/FAO, le système de canaux chauds, etc. augmentera l'investissement initial, mais peut améliorer les avantages à long terme (tels que la réduction des carottes, l'augmentation de la capacité de production).


