
Spécifications du moule d'injection pour ailes de voiture
——
| Base du moule | LKM, HASCO, DME, etc. |
| Matériau de la cavité/noyau du moule | P20, H13, 2738, S136, 718, etc. |
| Cavité du moule | Célibataire |
| Précision du moule | ±0,01-0,05 mm |
| Type de moule | Moisissure familiale 1+1, canal froid |
| Acier à mouler | 718H |
| Taille du moule | 245×183mm |
| Durée de vie du moule | 50 000 fois |
| Grille | Porte sous-marine, porte latérale/de bord |
| Précision des ailes de voiture | ±0,1~0,5 mm |
| Matière plastique | ABS |
Brève introduction au moule d'injection pour ailes de voiture
——
Les moules d'injection sont des outils de production de précision conçus pour la fabrication en série de pièces en plastique. Ils consistent à injecter différents types de plastique fondu dans les cavités du moule, puis à refroidir et à éjecter les pièces. Grâce à leurs caractéristiques de production en série, telles que la haute précision et la personnalisation, les moules d'injection sont parmi les outils de production les plus importants pour les pièces en plastique intérieures et extérieures de l'automobile. Ils répondent aux besoins de production par injection de matières premières résistantes aux hautes températures, comme les tableaux de bord, les panneaux de porte, les boîtiers de batterie, les interfaces de charge et autres pièces essentielles.
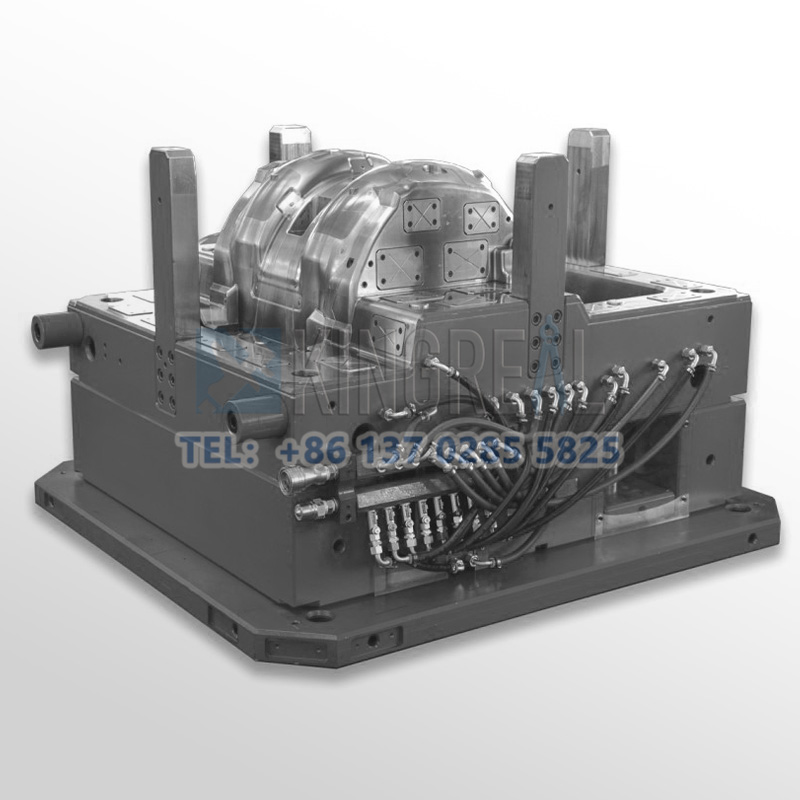
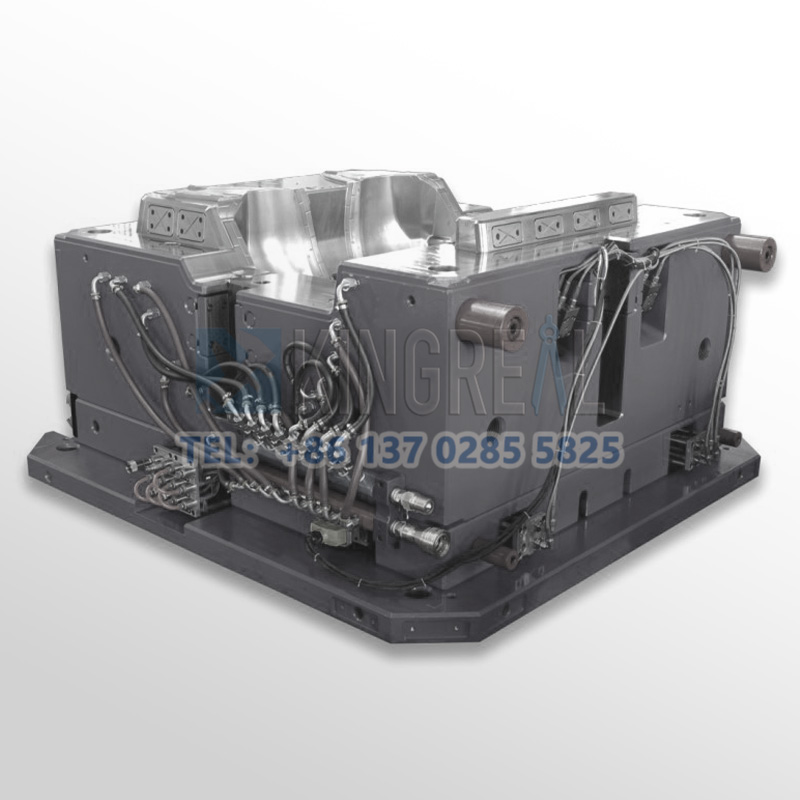
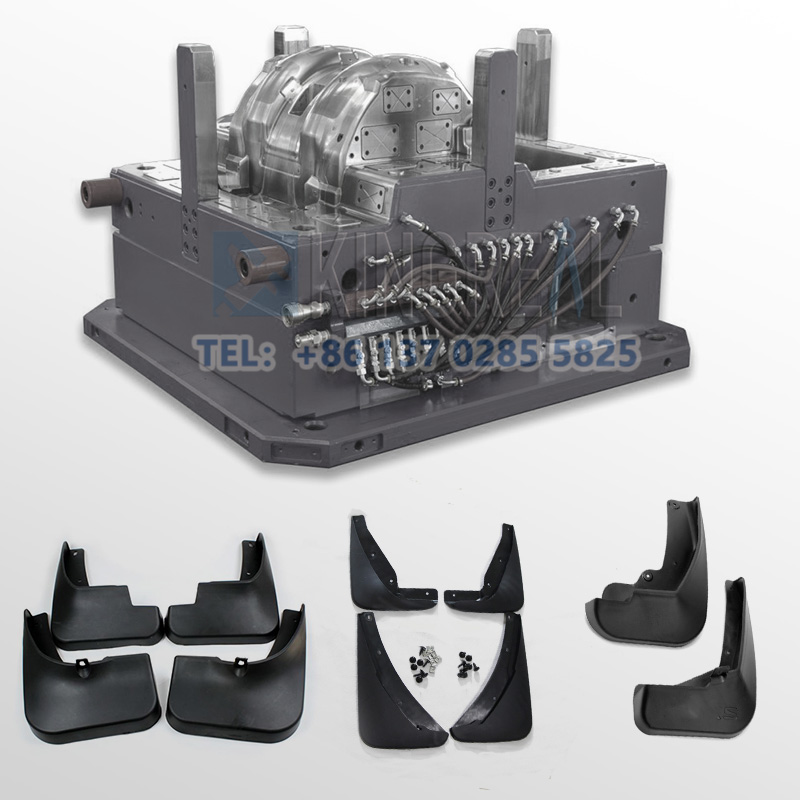
Le moule d'injection pour aile de voiture se compose de deux parties : le moule mobile (noyau) et le moule fixe (cavité). Une fois fermés, ces éléments forment la cavité et le système de coulée. Le plastique fondu, tel que l'ABS ou le PP, est injecté sous haute pression, puis refroidi et solidifié pour obtenir l'aile de voiture en plastique. Le processus complet de fabrication d'un moule d'injection pour aile de voiture comprend la fermeture du moule, l'injection de colle, puis le moulage. Ce processus est complexe et exigeant. Il inclut les étapes suivantes : serrage, injection de colle, maintien de la pression, refroidissement, ouverture du moule et démoulage, etc. La précision des cavités du moule d'injection détermine directement la précision et la qualité de surface des ailes de voiture.
Le moule d'injection KRMOLD pour ailes de voiture présente une conception à épaisseur de paroi variable, passant de 2 mm pour le corps principal à 1,5 mm, tandis que l'épaisseur locale est renforcée à 1,8-2,5 mm afin de garantir la résistance du moulage par injection. Cette conception permet à KRMOLD de produire des ailes de voiture plus légères de plus de 300 g, répondant ainsi aux besoins de développement de l'industrie automobile.

Procédé de fabrication d'un moule d'injection pour aile de voiture
——

Grâce à la numérisation 3D des données cloud des produits Car Fender que les clients doivent fabriquer (la précision peut atteindre 0,005 mm), nous réalisons l'optimisation de la structure du moule et la planification de la surface de séparation.
Grâce à l'analyse du flux de moule et à la conception du bilan thermique, nous avons pu réaliser la simulation du système de coulée et, enfin, concevoir le mécanisme d'éjection et d'extraction du noyau.

Choisir l'acier pré-trempé P20 ou H13 comme matière première pour la cavité et le noyau du moule d'injection d'aile de voiture. Réaliser l'ébauche sur une fraiseuse à portique, puis le traitement des électrodes en graphite par électroérosion après un usinage de précision sur une machine CNC à commande numérique 5 axes. Enfin, effectuer un polissage ultrasonique dans la zone de précision du moule d'injection.

KRMOLD dispose d'un processus de contrôle qualité complet, avec une équipe d'inspection qualité professionnelle et des équipements d'inspection qualité bidimensionnels et tridimensionnels de pointe, pour les moules d'injection produits pour les clients en usine afin de réaliser les tests d'équipement bidimensionnels et tridimensionnels et la modification du moule d'essai du processus de production.
Conception de la technologie des moules d'injection
——
1. Système de moulage pour ailes de voiture : canal chaud avec vanne de régulation pour réduire les pertes et améliorer l'équilibre de remplissage.
2. Conception de la cavité du moule des élargisseurs d'ailes en plastique de voiture : Épaisseur de paroi différenciée (1,5-2,5 mm) combinée à une disposition des nervures pour obtenir un équilibre entre légèreté (réduction de poids de 300 g/pièce) et résistance structurelle.
3. Indice de fluidité à chaud (MFI) du moule d'aile de voiture : 20-25 g/10 min pour l'ABS, 30-35 g/10 min pour le PP (test à 230 °C/2,16 kg), pour garantir la fluidité et les propriétés mécaniques.
4. Analyse du flux de moule d'injection d'aile de voiture (Mold-flow) : simulation d'un taux de remplissage ≥ 95 %, prédiction de la position de la ligne de soudure (Weed Line) et optimisation par ajustement de la structure du moule.
5. Contrôle de la déformation du moule d'injection d'aile de voiture : Adoptez une tolérance de refroidissement de ±0,3 mm/m pour réduire la déformation causée par les contraintes thermiques.
6. Élimination des bulles du moule d'injection d'aile de voiture : la vitesse d'injection est contrôlée en 3 étapes (rapide-lente-rapide), avec une conception de réservoir de ventilation sous vide, porosité ≤ 0,5 %.
Caractéristiques du moule d'injection pour ailes de voiture
——
1. Réduire les coûts grâce à une conception légère
Le moule d'injection pour ailes de voiture permet de réduire efficacement le poids des pièces moulées par injection automobile grâce à l'optimisation topologique et à la technologie de renforcement par fibres de verre, ce qui peut contribuer à réduire le poids total de la voiture de 4 à 6 kg et à améliorer le rendement énergétique de 2 à 3 %.
L'utilisation de moules d'injection automobiles, grâce à la conception de systèmes à canaux chauds permettant de réduire les déchets liés aux canaux froids, peut générer des économies annuelles de matières premières de 15 à 20 millions de dollars américains pour la production de moules automobiles.
2. Amélioration de la durée de vie des moules d'injection pour ailes de voiture
Le moule d'injection pour aile de voiture est fabriqué par un centre d'usinage à liaison 5 axes, le test CMM final du moule répond au niveau ISO 2768-mK, la tolérance de la cavité du moule est de ±0,02 mm.
Le moule d'injection pour ailes de voiture adopte l'acier à moule SKD61 (HRC 48-52) avec revêtement PVD, ce qui réduit le taux d'usure de 60 % et contribue à augmenter la durée de vie du moule de 30 000 à 120 000 fois.
3. Compatibilité des matériaux haute performance pour le moulage par injection des ailes de voiture
Le moule d'injection pour ailes de voiture est compatible avec les alliages ABS/PC et le polypropylène renforcé de fibres de verre longues (LFT-PP, longueur de fibre 10-25 mm), avec une température de fléchissement sous charge (HDT) jusqu'à 140 °C (ISO 75). Les formulations prémélangées de stabilisateur UV et d'antioxydant pour moule d'injection ont également passé avec succès le test de vieillissement accéléré de 2 000 heures sous lampe au xénon, conforme à la norme SAE J2527.

À propos de KRMOLD
—
KRMOLD se concentre sur le domaine de la conception et de la production de moules de précision, avec une équipe de fabrication de plus de 200 techniciens professionnels, une équipe de R&D technique de plus de 30 ingénieurs et une équipe de service à cycle complet couvrant la consultation avant-vente et la maintenance après-vente, fournissant des services de processus complets allant de la conception de moules, du traitement de précision au moulage par injection.
KRMOLD Mold est équipé d'équipements de première classe internationale tels que des centres d'usinage CNC, une machine d'électroérosion de précision Makino du Japon, une machine de découpe au fil Shadick du Japon, une machine de moulage par injection Toshiba du Japon et d'autres équipements de production de marques renommées nationales et internationales, pour atteindre une précision de traitement de ± 0,002 mm, afin de répondre aux besoins d'une variété de moules d'injection plastique de haute précision.

FAQ : Comment obtenir un devis pour des moules d’injection sur mesure ?
——
Veuillez préciser le type de plastique (par exemple PP, ABS) et les exigences de post-traitement (par exemple, peinture, sérigraphie), et fournir des dessins 2D ou 3D de la pièce en plastique. Indiquez également le volume de production, les exigences d'aspect, les normes de tolérance, etc.
Précisez le type de plastique (par exemple, PP, ABS) et les exigences de post-traitement (par exemple, pulvérisation, sérigraphie), et fournissez des plans 2D ou 3D des pièces en plastique. Indiquez également le volume de production, les exigences d'aspect, les normes de tolérance, etc.
En règle générale, nos ingénieurs commencent à préparer le devis dès que le client a fourni l'ensemble des spécifications de production. Cela prend généralement entre 1 et 3 jours.
Le délai de fabrication des moules d'injection standard est généralement de 30 à 60 jours, et peut être plus long pour les moules complexes. Par exemple, le délai de fabrication typique des moules en silicone liquide est d'environ 60 jours, couvrant la conception, la fabrication, les tests, etc.
Technologie de traitement de haute précision : des équipements de haute précision tels que les centres d'usinage CNC (CNC) et l'usinage par décharge électrique (EDM) sont utilisés pour optimiser le processus de conception en combinaison avec un logiciel de CAO/FAO. Contrôle qualité : Inspection des dimensions clés du moule par machine à mesurer tridimensionnelle (MMT) et vérification de plusieurs lots d'échantillons pendant l'étape de moulage d'essai. Sélection des matériaux : utilisez de l'acier à matrice avec une résistance élevée à l'usure (par exemple H13, S136) et un traitement de surface (par exemple nitruration, chromage) pour les écrous de matrice afin de prolonger la durée de vie.
Tous les 50 000 moules, vérifiez le pilier de guidage, la goupille d'éjection et les autres pièces d'usure, et nettoyez les résidus de plastique et de rouille à la surface du moule. Utilisez de la graisse haute température pour les pièces coulissantes (par exemple, couvercle basculant, glissière) afin de réduire les pertes par frottement. Assurez-vous que le circuit d'eau est fluide et que la différence de température est ≤ 5 °C afin d'éviter toute fissuration du moule due aux contraintes thermiques.
Le coût des matériaux de moulage représentait environ 30 à 40 % (par exemple, une tonne d'acier P20 coûte environ 20 000 yuans), tandis que les coûts de traitement représentaient plus de 50 % (taux horaire de la main-d'œuvre CNC d'environ 80 à 150 yuans/heure). Pour la production en petites séries, il est possible d'opter pour un moule en aluminium ou de simplifier la conception structurelle ; pour plus de 100 000 pièces, il est recommandé d'utiliser des plaquettes carbure pour prolonger la durée de vie !
Les produits moulés par injection doivent répondre pleinement aux exigences de conception (dimensions, aspect, etc.) et permettre une production continue et stable. Le marquage du moule, les rapports d'inspection (test de dureté du matériau, par exemple) et les plans techniques doivent être complets.
L'acier du moule (tel que le S136H, le NAK80 et d'autres matériaux importés coûtent plus cher) et le type d'embryon de moule (le coût à court terme du moule en aluminium est faible mais la durée de vie est courte) affectent directement le coût, l'utilisation de la technologie de conception CAO/CAE/FAO, le système de canaux chauds, etc. augmentera l'investissement initial, mais peut améliorer les avantages à long terme (tels que la réduction des carottes, l'augmentation de la capacité de production).


