
Introduction au moule pour réservoir de radiateur automobile en plastique
● ● ● ● ●
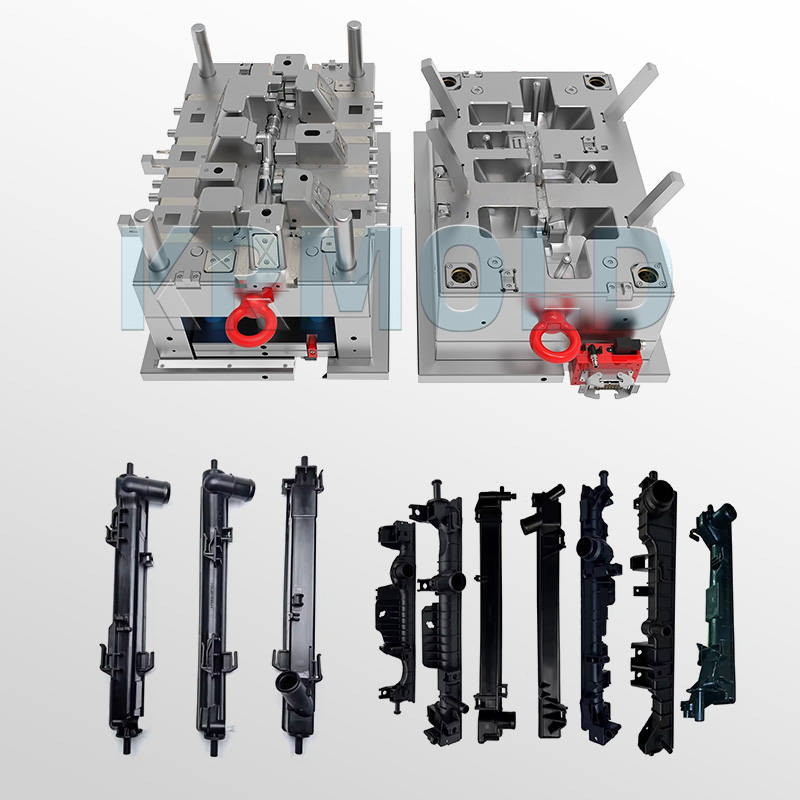
Dans la fabrication automobile moderne, les moules en plastique pour réservoirs de radiateur sont spécialement conçus pour produire ces réservoirs. Leur conception interne tient compte des caractéristiques spécifiques des radiateurs automobiles. Lors de l'injection de matière plastique dans la cavité du moule, la forme et les dimensions précises souhaitées sont obtenues par un processus de refroidissement. Ce moule améliore non seulement la productivité, mais garantit également une qualité de produit élevée. Afin d'accélérer le refroidissement et d'optimiser ainsi la production, le moule est équipé de canaux chauds et de canaux de refroidissement de pointe. De plus, la cavité du moule, polie avec précision, épouse parfaitement la surface du réservoir de radiateur, garantissant ainsi la stabilité et la fiabilité du produit.
Les réservoirs d'eau de radiateur en plastique s'imposent progressivement comme la norme, remplaçant ceux en matériaux métalliques traditionnels. Comparés aux radiateurs métalliques, les réservoirs d'eau en plastique, fabriqués à l'aide de moules spécifiques, présentent des coûts de production inférieurs et une installation plus simple. De plus, ces moules garantissent la résistance des réservoirs d'eau moulés par injection aux hautes pressions et aux hautes températures, assurant ainsi des performances optimales en fonctionnement.
KRMOLD bénéficie de plus de 20 ans d'expérience dans l'industrie automobile, spécialisée dans la recherche, le développement et la production de moules pour réservoirs d'eau de radiateurs automobiles. L'entreprise s'engage à fournir à ses clients des moules de haute précision et de longue durée de vie.
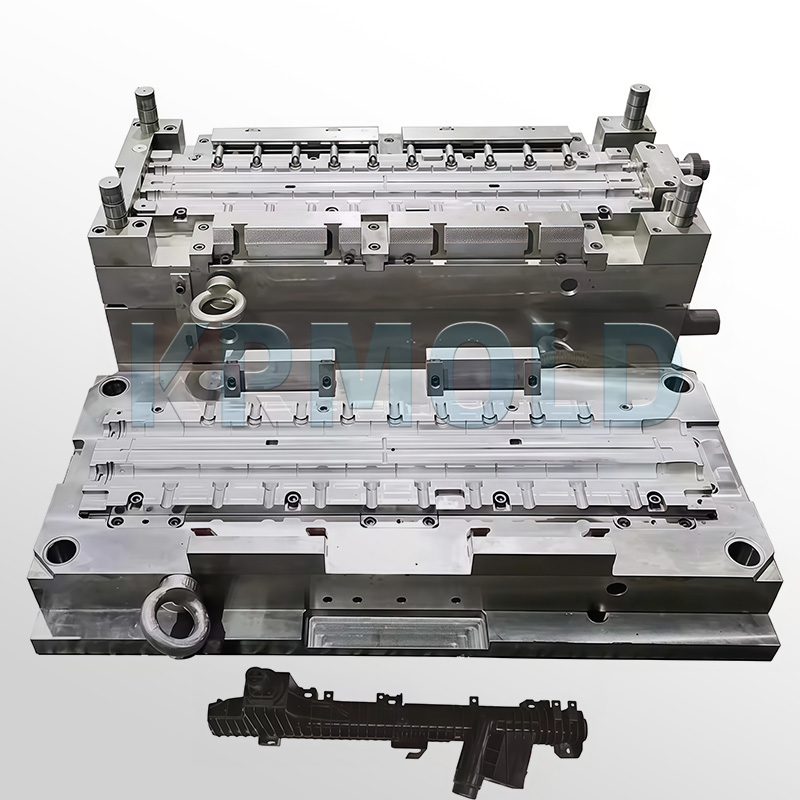
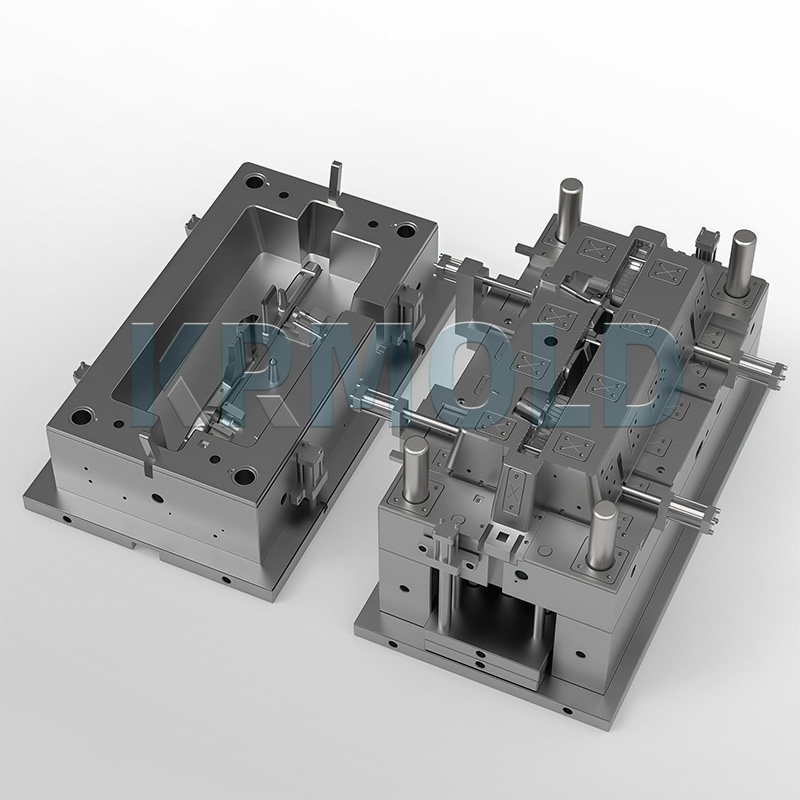
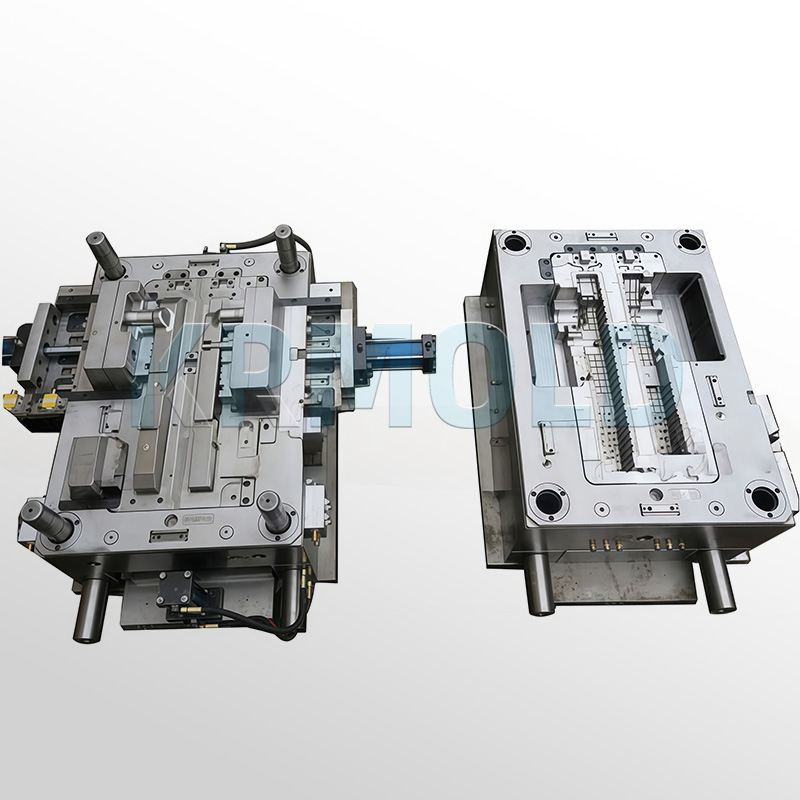
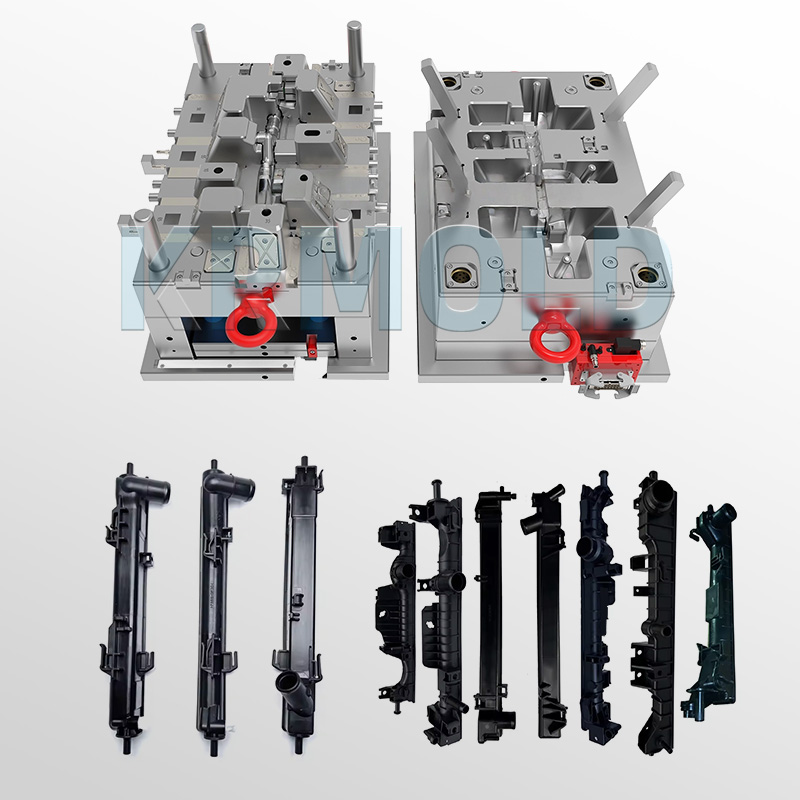
Solutions de moulage pour réservoir de radiateur automobile en plastique.
Spécifications du moule pour réservoir de radiateur automobile en plastique
● ● ● ● ●
| Type de produit | moule pour réservoir d'eau de radiateur de voiture |
| Modèle | OEM |
| Matériau du produit | Plastique |
| Matériel | PA66-GF30 |
| Couleur | Noir |
| Traitement de surface | Polissage miroir |
| Matériaux plastiques | ABS/PP/PS/PE/PVC/PA6/PA66 |
Taille | Personnalisation standard |
Principales nuances et duretés d'acier pour moules (à titre indicatif)
| Acier de qualité | S50C | P20 | P20H | 718H | 2738H | 2316 | H13 | S136 | NAK80 |
| Dureté (HRC) | 17-22 | 27-30 | 33-37 | 32-36 | 34-38 | 46-52 | 45-52 | 48-52 | 34-40 |
Comment fabriquer un moule pour réservoir de radiateur de voiture en plastique ?
● ● ● ● ●
1. Conception et création du modèle 3D La première étape de la fabrication d'un moule pour réservoir d'eau de radiateur automobile consiste à concevoir un modèle 3D à l'aide d'un logiciel de conception assistée par ordinateur (CAO). Ce type de logiciel permet de créer des modèles détaillés et précis du moule, jetant ainsi les bases de la fabrication ultérieure du moule physique en plastique.
2. Sélection des matériaux Ensuite, il convient de sélectionner le matériau du moule. Parmi les matériaux couramment utilisés pour la fabrication de moules pour réservoirs de radiateur automobile en plastique, on trouve l'aluminium, l'acier et le plastique. Chaque matériau présente ses propres avantages et inconvénients, et le choix du matériau le plus adapté doit être fait en fonction des besoins réels afin de garantir la performance du moule.
3. Usinage Une fois les plans et les matériaux définis, le moule du réservoir de radiateur en plastique doit être usiné avec précision pour obtenir la forme et les dimensions prévues. Afin de garantir la perfection de chaque détail du moule, des procédés d'usinage et de découpe de haute précision sont indispensables à cette étape. |  |
4. Assemblage Une fois l'usinage terminé, les différents composants du moule du réservoir de radiateur en plastique sont assemblés, notamment le faisceau, la cavité et le système de refroidissement. Ce processus d'assemblage exige l'utilisation intensive d'outils professionnels et une grande minutie afin de garantir le bon fonctionnement et les performances optimales du moule.
5. Tests et contrôle de la qualité Après l'assemblage du moule du réservoir d'eau de radiateur, des tests rigoureux sont effectués afin de garantir sa conformité aux exigences établies. La précision dimensionnelle, l'état de surface et d'autres critères de qualité sont vérifiés lors de ces tests. Tout défaut ou problème constaté doit être résolu avant la mise en production du moule.
6. Production de masse Une fois le moule du réservoir de radiateur en plastique mis au point et testé, la production en série peut commencer. Le moule est installé dans une presse, le matériau est injecté, puis le réservoir est démoulé et subit les finitions nécessaires. |  |
Caractéristiques du moule pour réservoir de radiateur de voiture en plastique
● ● ● ● ●
Conception spéciale des cavités : Le moule du réservoir d'eau du radiateur automobile utilise une conception unique des cavités pour assurer une circulation stable du liquide de refroidissement dans le moteur, améliorant ainsi l'efficacité de l'échappement. Cette conception garantit que le moule est fabriqué en acier de haute qualité, résistant à l'usure et durable, prévenant ainsi efficacement les fuites et les fissures.
Uniformité du plastique : Le procédé de moulage par injection utilisé pour la fabrication du réservoir d’eau garantit une bonne fluidité et une grande uniformité du plastique injecté dans le moule. Ceci améliore non seulement l’efficacité de l’écoulement du plastique, mais assure également la cohérence entre les différents composants, garantissant ainsi la fiabilité du produit final.
Système de chauffage : Le moule est équipé d’un système de chauffage spécial permettant de chauffer l’acier pendant le processus de fabrication, ce qui permet au plastique fondu de refroidir et de se solidifier rapidement, réduisant ainsi les défauts potentiels du plastique et assurant la production de réservoirs de radiateur de haute qualité.
Production automatisée de pièces complexes : Le moule pour réservoir de radiateur automobile en plastique utilise des procédés d’usinage de précision pour permettre la production automatisée de pièces et de structures complexes. Cette méthode de production permet non seulement de fabriquer des composants de haute qualité à moindre coût, mais aussi de réduire efficacement les délais et les coûts de moulage et d’assemblage.

À propos de nous
● ● ● ● ●
KRMOLD est un fournisseur professionnel spécialisé dans la conception, le développement et la fabrication de moules d'injection plastique, fort de plus de vingt ans d'expérience. KRMOLD propose une gamme complète de moules d'injection plastique pour les secteurs de l'aéronautique, du médical, des télécommunications, de l'énergie, de l'industrie et de l'automobile. Dès les premières phases de conception, les ingénieurs de KRMOLD collaborent étroitement avec leurs clients pour les conseiller sur les matériaux, la faisabilité, la géométrie du produit, la rentabilité et la durée de vie du moule. Cette approche collaborative garantit la fiabilité de vos moules d'injection plastique dès le départ, minimisant ainsi les défauts, les temps d'arrêt et les coûts tout au long du cycle de vie du produit. KRMOLD offre également un accompagnement complet pour la conception et la réalisation de moules d'injection plastique, ainsi que pour des solutions personnalisées complexes. Cet accompagnement inclut la conception et la fabrication des moules, les tests d'acceptation en usine (FAT) et la validation des prototypes, ainsi que la production de systèmes de moules multi-empreintes et la fourniture en série de composants moulés par injection.
Précisez le type de plastique (par exemple, PP, ABS) et les exigences de post-traitement (par exemple, pulvérisation, sérigraphie), et fournissez des plans 2D ou 3D des pièces en plastique. Indiquez également le volume de production, les exigences d'aspect, les normes de tolérance, etc.
En règle générale, nos ingénieurs commencent à préparer le devis dès que le client a fourni l'ensemble des spécifications de production. Cela prend généralement entre 1 et 3 jours.
Le délai de fabrication des moules d'injection standard est généralement de 30 à 60 jours, et peut être plus long pour les moules complexes. Par exemple, le délai de fabrication typique des moules en silicone liquide est d'environ 60 jours, couvrant la conception, la fabrication, les tests, etc.
Technologie de traitement de haute précision : des équipements de haute précision tels que les centres d'usinage CNC (CNC) et l'usinage par décharge électrique (EDM) sont utilisés pour optimiser le processus de conception en combinaison avec un logiciel de CAO/FAO. Contrôle qualité : Inspection des dimensions clés du moule par machine à mesurer tridimensionnelle (MMT) et vérification de plusieurs lots d'échantillons pendant l'étape de moulage d'essai. Sélection des matériaux : utilisez de l'acier à matrice avec une résistance élevée à l'usure (par exemple H13, S136) et un traitement de surface (par exemple nitruration, chromage) pour les écrous de matrice afin de prolonger la durée de vie.
Tous les 50 000 moules, vérifiez le pilier de guidage, la goupille d'éjection et les autres pièces d'usure, et nettoyez les résidus de plastique et de rouille à la surface du moule. Utilisez de la graisse haute température pour les pièces coulissantes (par exemple, couvercle basculant, glissière) afin de réduire les pertes par frottement. Assurez-vous que le circuit d'eau est fluide et que la différence de température est ≤ 5 °C afin d'éviter toute fissuration du moule due aux contraintes thermiques.
Le coût des matériaux de moulage représentait environ 30 à 40 % (par exemple, une tonne d'acier P20 coûte environ 20 000 yuans), tandis que les coûts de traitement représentaient plus de 50 % (taux horaire de la main-d'œuvre CNC d'environ 80 à 150 yuans/heure). Pour la production en petites séries, il est possible d'opter pour un moule en aluminium ou de simplifier la conception structurelle ; pour plus de 100 000 pièces, il est recommandé d'utiliser des plaquettes carbure pour prolonger la durée de vie !
Les produits moulés par injection doivent répondre pleinement aux exigences de conception (dimensions, aspect, etc.) et permettre une production continue et stable. Le marquage du moule, les rapports d'inspection (test de dureté du matériau, par exemple) et les plans techniques doivent être complets.
L'acier du moule (tel que le S136H, le NAK80 et d'autres matériaux importés coûtent plus cher) et le type d'embryon de moule (le coût à court terme du moule en aluminium est faible mais la durée de vie est courte) affectent directement le coût, l'utilisation de la technologie de conception CAO/CAE/FAO, le système de canaux chauds, etc. augmentera l'investissement initial, mais peut améliorer les avantages à long terme (tels que la réduction des carottes, l'augmentation de la capacité de production).


